Microbiological Composition of Fortified Foam-Mat Dried Yoghurt
Yoghurt is a nutritional food substance with high medicinal importance. However, it is highly perishable. This work investigated the influence of different ingredients such as ginger extract, moringa seed flour and lemon on the microbiological quality of fortified foam-mat dried yoghurt. The research was conducted in two stages based on the experimental design. The first stage comprises the production of yoghurt which involves the water, powdered milk, starter culture and flavour kept at constant. Followed by addition of ginger extract and moringa seed flour. The second stage involved foam-mat drying of yoghurt using electric oven at stipulated drying temperature for each run respectively. The mixture-process design matrix carried out stipulates twenty five experimental runs including the control experiment. Microbiological properties evaluated are limited to total bacteria and fungi count while the data collected were analyzed using Design Expert 7.0.0 software package. 3D surface response was also used to display the response predictions of the mixture-process factors.
Introduction
Yoghurt is a healthy food with high nutrients digestibility and bioavailability. It’s been recommended for people with lactose intolerance, gastrointestinal disorders such as inflammatory bowel disease, it aids in immune functions and weight control [1, 2]. As a result of the numerous health benefits associated with yoghurt, there is an increasing trend for yoghurt consumption which makes it the fastest growing dairy category in the market [3, 4]. Yoghurt in its powdered form provides more stable shelf life than the iced and liquid form. More so, dehydrated (dried) yoghurt decreases packaging, handling and transportation costs due to the reduced weight and bulk water. This makes the product to be convenient for consumer to use since it can be stored at ambient temperature for a longer shelf life [5, 6].
Foam-mat drying is employed to produce food products with controlled density, favourable rehydration and retain volatiles that would have been lost using other forms of drying [7]. One of the advantages of Foam-mat drying is its shorter drying time at lower temperature compared to non-foamed material in the same condition and dryer [8, 9]. The foam-mat drying process is suitable for heat sensitive, viscous, sticky and high sugar content food products which cannot be dried using other forms of drying [10, 11]. Foam-mat dried products do show better reconstitution properties due to their high speed drying, open structure, cost effectiveness, simplicity and improved product quality. Foam-mat drying products are reduced into light and porous form, which gives great stability when well packaged [12, 13]. The general procedure of yoghurt making entails modifying the original composition of milk, pasteurizing the yoghurt mix, fermentation at 40-45ºC temperature, cooling and the addition of fruits and flavors. The steps in the production of stirred and set yoghurt are illustrated in Figure 1.
![Figure 1: ** Manufacturing process of the set and stirred yoghurt [2].](/fulltextimages/11454/fig_1.png)
Figure1: Manufacturing process of the set and stirred yoghurt [2].
Types and Varieties of Yoghurt
Yoghurt can be grouped into two different types namely, standard culture yoghurt and probiotic yoghurt. Standard yoghurt refers to those made with L. bulgaricus and S. thermophilus. The bacteria stimulates microflora which is present in the gut to maintain the general intestinal health [11, 14]. On the other hand, bio yoghurts are manufactured by culturing beneficial microorganisms that claim to have numerous health benefits once ingested, it contain the probiotic strains of Bifidobacteria and L. acidophilus. Unlike standard yoghurt cultures, these probiotic strains are said to claim more specific health benefits and represent microflora present in the gut. Probiotic yoghurts have milder, creamier flavor and less acidic. Bio-yoghurts aid in digestion and promote good health [14, 15].
Food fortification has to go with the addition of essential nutrients such as vitamins and minerals to staple foods to improve their nutritional value. In most cases, fortification can lead to rapid improvements in the micro nutritional scale of a population at a reasonable cost. Foods to be fortified must be consumed adequately by a large proportion of the population [7]. The additive for fortification should also be readily available, accessible and well absorbed into the food without causing a significant change in the sensory attributes of the fortified food [16]. According to Azizpour, et al. [17], food fortification can take several forms such as mass fortification, targeted fortification and market-driven fortification. Whatever the purpose of fortification, it is pertinent to note that the food to be fortified and additive to be used must be compatible. Further, it shouldn’t improve the nutritional value of the food at the expense of the sensory properties. This is very important since consumers are first attracted by what they see hence determines the continuous patronage of such food commodity [18, 19]. Foam-mat drying has the advantage of using foaming system at lower temperatures to speeds up the evaporation process of moisture from the food material [20]. With foam-mat drying method, expected drying time can be faster, which makes it cheaper and easier when compared to other usual methods of drying [21, 22].
Materials and Methods
Materials used for this study were water, powdered milk, ginger extract, moringa seed flour, egg white (foaming agent), starter culture and flavor. They were all purchased from Kure market Minna, Niger State. The preparation and laboratory analysis of the yoghurt powder were carried out at Food Science Department laboratory of Federal University of Technology, Minna.
Reagents and Apparatus
The following reagents were used during the experiment; Ferric Chloride, Ammonium thiocyanate, Ammonium solution, concentrated H2SO4, Sodium hydroxide, Ethanol, petroleum ether, HCL, N-hexane and distilled water.
The following apparatus were used during the experiment; Electric mixer, electric oven, sieve, thermometer, fridge, electric weighing balance, aluminum pot, gas cooker, turner, electric blender, conical flask and plastic containers.
Methodology
The production of Fresh Yoghurt was in line with Franco, et al. [23]. Firstly, warm water was used to dissolve the powdered milk, sugar and more water were added and left for it to pasteurized at 85oC for 30min, and further held for 5min. The mixture was then cooled rapidly to 45oC and the starter culture was introduced. It was set aside 9 hours for fermentation and shaken to break the fermentation after which it was refrigerated at <4oC. The formulation was subjected to oven drying at specified drying temperature and duration respectively. The foam-mat dried samples were milled into fine particles using an electric blender. The milled powder was packaged in a plastic container for analysis. The standard method of AOAC [24] was employed to determine the total bacteria and fungi count. About 1 g of the fresh and foam-mat dried yoghurt samples were aseptically weighed using an electronic weighing balance and carefully introduced into 9 ml of the sterile distilled water. This was shaken manually to have a homogenous suspension. 1 ml of this was taken and introduced into the second tube, followed by series of dilutions up to 10-10 dilutions. 1 ml was taken and 10-4 dilution was introduced into the sterile plates. Thereafter, Modern agar of 50 ºC was added by pour plate and Potato Dextrose agar was used for the enumeration of the bacteria and fungi counts in the samples. The plates were incubated at 30°C for 24 hours for bacteria count and 2 days for fungi count. Nutrient Agar was later used for the determination of total bacteria and fungi count in the samples. The plates were then incubated at 37 ºC for 24 - 48 hours.
Results and Discussion
A mixture-process design with twenty-five different runs used for a mixture of fresh yoghurt and three other components (ginger extract, moringa seed flour and foaming agents) together with their respective drying temperature is shown in Table 1.
| Runs | Moringa seed Flour (%) X1 | Ginger Extract (%) X2 | Foaming Agent (%) X3 | Mixing Duration(min) X4 | Drying Temp.oC X5 |
|---|---|---|---|---|---|
| 1 | 13 | 15 | 12 | 10 | 50 |
| 2 | 18 | 15 | 7 | 12 | 50 |
| 3 | 13 | 5 | 2 | 10 | 80 |
| 4 | 8 | 5 | 7 | 10 | 50 |
| 5 | 9 | 9 | 2 | 2 | 50 |
| 6 | 8 | 5 | 7 | 2 | 80 |
| 7 | 5 | 8 | 7 | 2 | 80 |
| 8 | 9 | 9 | 2 | 2 | 50 |
| 9 | 8 | 5 | 7 | 10 | 80 |
| 10 | 10.5 | 5 | 4.5 | 2 | 50 |
| 11 | 13 | 5 | 2 | 2 | 50 |
| 12 | 13 | 5 | 2 | 10 | 50 |
| 13 | 5 | 8 | 7 | 10 | 50 |
| 14 | 13 | 5 | 2 | 2 | 80 |
| 15 | 8 | 5 | 7 | 10 | 50 |
| 16 | 7.8 | 7.8 | 4.5 | 2 | 50 |
| 17 | 5 | 8 | 7 | 2 | 50 |
| 18 | 5 | 10.5 | 4.5 | 2 | 80 |
| 19 | 8 | 5 | 7 | 2 | 50 |
| 20 | 8 | 5 | 7 | 2 | 50 |
| 21 | 7.8 | 7.8 | 4.5 | 10 | 80 |
| 22 | 5 | 8 | 7 | 2 | 50 |
| 23 | 13 | 5 | 2 | 2 | 50 |
| 24 | 5 | 13 | 2 | 2 | 50 |
| 25 | 7.8 | 7.8 | 4.5 | 10 | 80 |
Table 1: A mixture-process design with twenty-five different runs used for a mixture of fresh yoghurt and three other components
The microbiological properties (total bacteria and fungi count) of the freshly produced and foam-mat dried yoghurt samples were measured as shown in Table 2.
| Runs | Bacteria count of freshly produced yoghurt (CFU/G) | Bacteria count of foam mat dried yoghurt (CFU/G) | Fungi count of freshly produced yoghurt (CFU/G) | Fungi count of foam mat dried yoghurt (CFU/G) |
|---|---|---|---|---|
| 1 | 2.2×104 | 3.3×103 | 3.8 X107 | 2.8 X106 |
| 2 | 4.1×104 | 2.8×103 | 9.4 X106 | 1.6 X106 |
| 3 | 8.5×103 | 1.9×103 | 5.1 X107 | 3.2 X106 |
| 4 | 3.9×104 | 2.3×103 | 8.3X106 | 1.9 X106 |
| 5 | 4.9×104 | 7.0×103 | 5.2 X107 | 3.2 X106 |
| 6 | 5.2×104 | 3.9×103 | 6.1 X107 | 4.2 X106 |
| 7 | 6.0×104 | 2.0×103 | 9.8 X106 | 1.5 X106 |
| 8 | 4.5×104 | 5.1×103 | 1.5 X107 | 2.3 X106 |
| 9 | 3.0×104 | 8.4×103 | 2.0 X107 | 3.0 X106 |
| 10 | 9.6×103 | 1.3×103 | 9.1 6106 | 2.7 X 106 |
| 11 | 1.5×104 | 3.4×103 | 8.8 X106 | 1.3 X106 |
| 12 | 2.8×104 | 2.6×103 | 2.1 X107 | 5.4 X106 |
| 13 | 8.4×103 | 1.2×103 | 1.6 X107 | 3.8 X106 |
| 14 | 7.0×103 | 1.9×103 | 1.7 X107 | 2.0 X106 |
| 15 | 1.0×104 | 4.0×103 | 8.6 X106 | 1.8 X106 |
| 16 | 8.0×103 | 1.3×103 | 1.2 X107 | 2.7 X106 |
| 17 | 1.4×104 | 3.0×103 | 2.4 X107 | 3.0 X106 |
| 18 | 3.2×104 | 2.0×103 | 1.8 X107 | 2.1 X106 |
| 19 | 4.0×104 | 1.8×103 | 2.3 X107 | 1.9 X106 |
| 20 | 1.8×104 | 6.4×103 | 1.0 X107 | 4.2 X106 |
| 21 | 9.4×103 | 2.2×103 | 9.2 X106 | 1.7 X106 |
| 22 | 8.7×104 | 4.6×103 | 1.5 X107 | 2.0 X106 |
| 23 | 6.5×104 | 3.0×103 | 9.6 X106 | 1.9 X106 |
| 24 | 5.4×104 | 4.7×103 | 1.0X107 | 2.8X106 |
| 25 | 7.2×104 | 4.7×103 | 3.9×107 | 4.7×106 |
Table 2: Mean of microbiological composition for the freshly produced and fortified foam-mat dried yoghurt samples.
The International Microbiological Standard (IMS) recommended unit for total bacteria counts on food products fit for consumption should be x ≤ 105cfu/g. Thus, 0≤ 103cfu/g is acceptable, 104cfu/g is tolerable, 105cfu/g is not ideal; x ≥ 106cfu/g is not fit for human consumption. The result of the microbiological analysis shows that the total bacteria count for the fresh yoghurt samples range from 7.0×103cfu/g to 8.70×104cfu/g while the total bacterial count for the foam mat dried yoghurt samples range from 1.20×103cfu/g to 8.40×103cfu/g (Table 2). The result shows significant decrease in the total bacterial count of the foam mat dried yoghurt samples. However, both the fresh and foam mat dried samples could still be consumed, they are within the acceptable limit for bacteria counts in food products. The process of foam mat drying had lowered the moisture content in the foam mat dried samples which tend to decrease the rate of bacteria growth hence spoilage. According to the global acceptable standard for total fungi which is 0 ≤ 106 is acceptable, between 107cfu/g is tolerable, 108cfu/g is not ideal, x ≥109cfu/g is not fit for human consumption (International Commission on Microbiological specification for Food (ICMSF), 2016). The result for the range of total fungi count for fresh yoghurt samples are from 8.30×106cfu/g to 6.10x107cfu/g while foam mat dried samples ranged from 1.30×106cfu/g to 5.40x106cfu/g, which are within the tolerable limit of allowable fungi count on food. The total fungi count for the fresh and foam mat dried yoghurt samples has presented in Table 2 showed the samples are both within the recommended total fungi count. The decrease in the fungi load recorded in the foam mat dried samples may be due to effect of foam mat drying. It is in agreement with Lamont, et al. (2017) [3] and Zolelw and Victoria (2020) [19] where similar values were reported for microbial qualities of foam mat dried yoghurts. Foam mat dried samples were more shelf stable than the fresh samples because of their lower moisture content which tend to decrease the rate of fungi growth. The ANOVA for the mean microbiological composition of the freshly produced and foam-mat dried yoghurt samples is shown in Table 3.
| Nutrient | SS | MS | F | Sig |
|---|---|---|---|---|
| Bacterial | 4.335 | 8.179 | 0.091 | 0.01 |
| Fungi | 3.983 | 7.515 | 5.18 | 0.0361 |
Table 3: ANOVA for the mean microbiological composition of freshly produced and fortified foam-mat dried powder yoghurts.
The total bacteria and fungi load reduced significantly by P≤ 0.05 which is in line with the report by Her, et al. [5] and Dehghannya, et al. [22]. This is also similar to the values reported by Azizpour, et al. [17] who found that the total LAB of powder yoghurt was 5.6 × 107 CFU/ml. The total bacteria and fungi load as shown in Table 2 reduced significantly by P≤ 0.05 which is in line with the report by Azizpour, et al. [25]. This is also similar to the values reported by Krasaekoopt and Bhatia [26] who found that the total bacterial count of powder yoghurt was 5.6 × 107 CFU/ml. However, the addition of egg white foam can reduce the viability of bacteria, due to egg white foam ability to prevent bacteria from synthesizing their food. The bacteria will not have enough energy to grow in the yoghurt. Thus, the treatments showed low bacterial viability. This showed the capacity of egg white as a foaming agent to decrease bacterial viability. Figures 2-7 showed the effect of moringa seed flour, ginger extract and egg white as a foaming agent on the total bacteria and fungi count on foam- mat dried yoghurt powder.
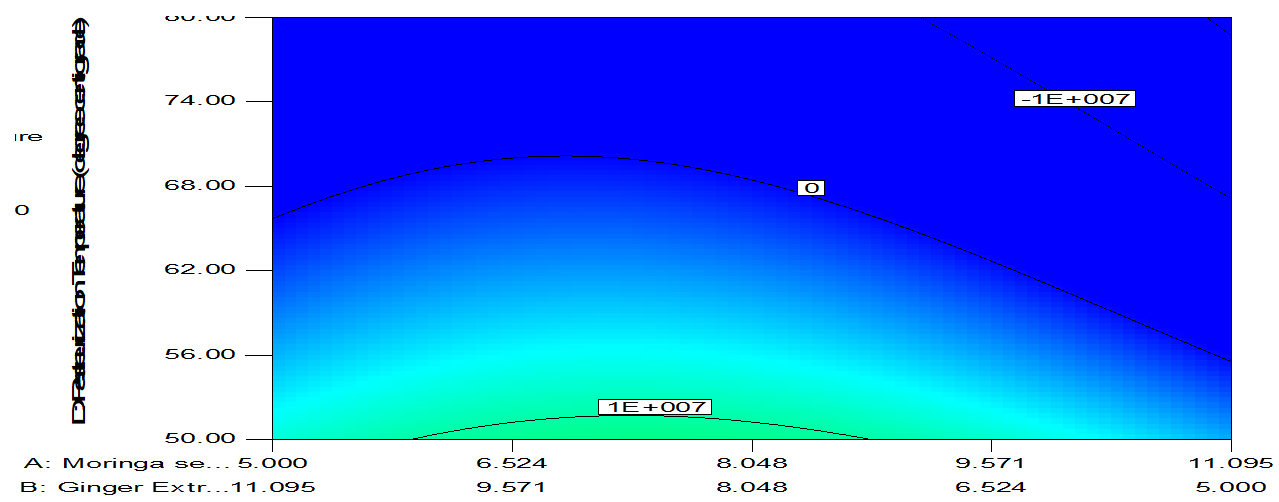
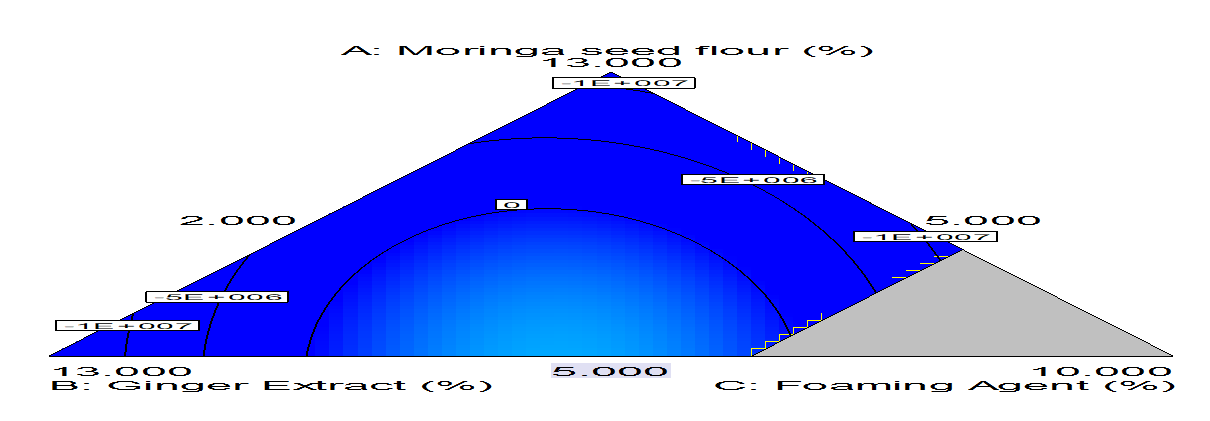
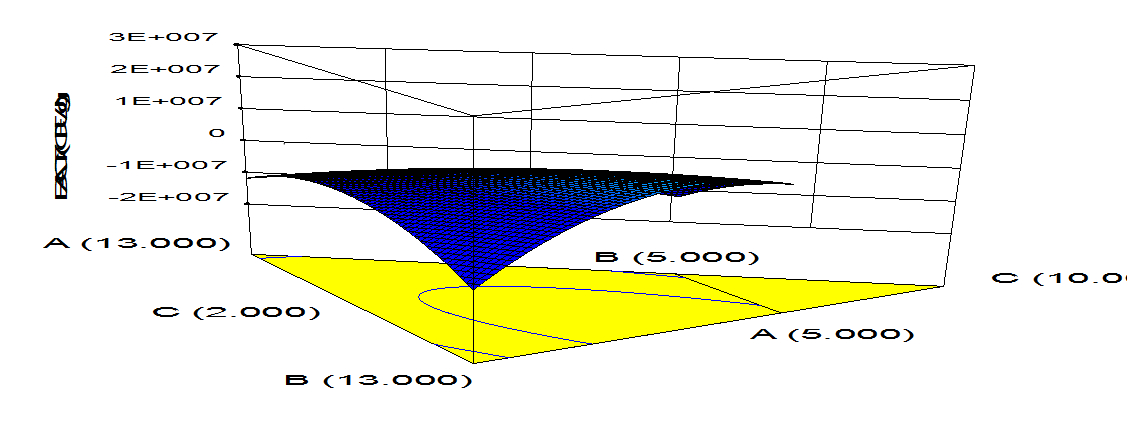
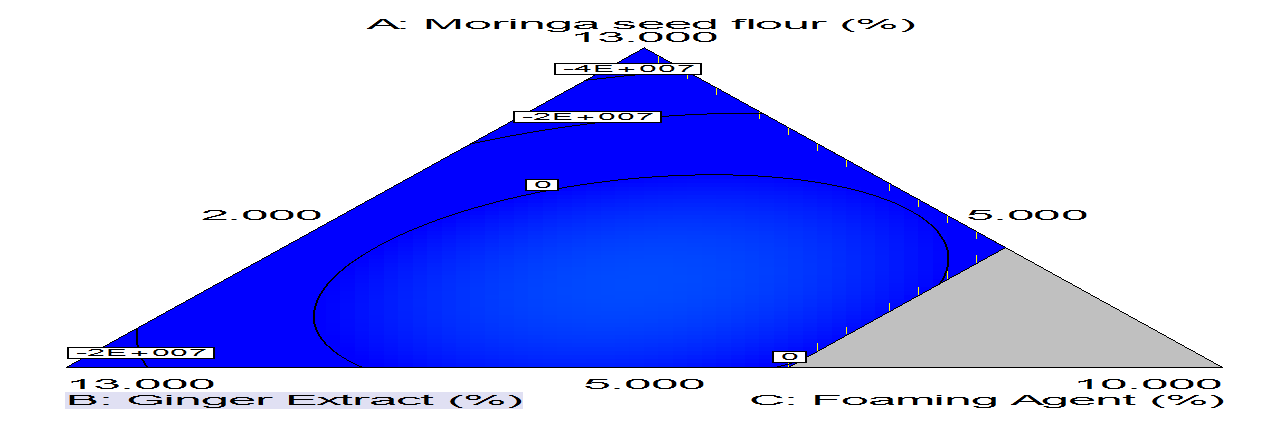
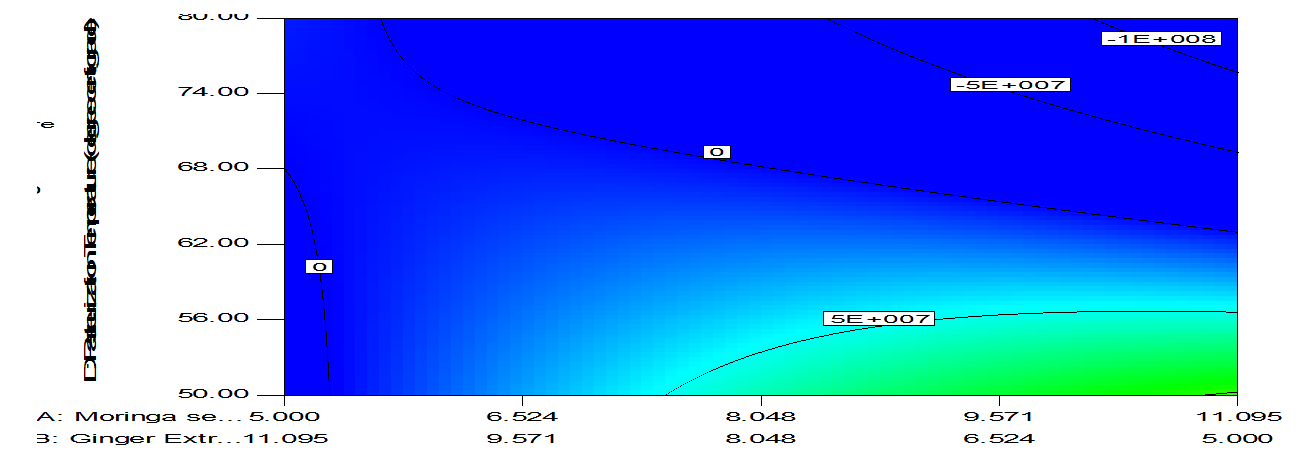
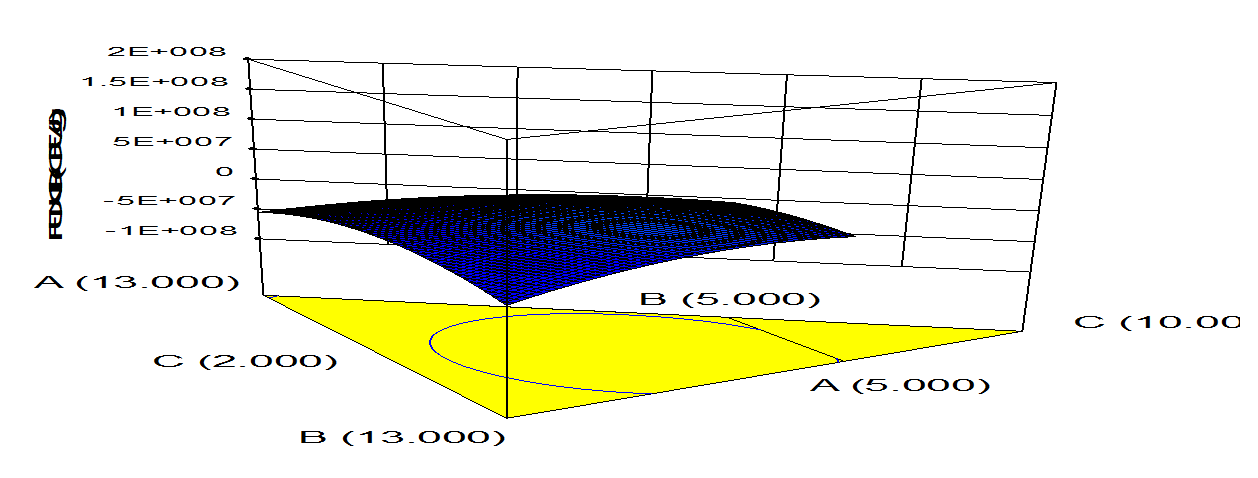
The addition of egg white foam, moringa seed flour and ginger extract have reduced the total bacteria and fungi count viability. The egg white foam, moringa seed flour and ginger extract prevented the total bacteria and fungi count from synthesizing their food causing the bacteria and fungi not to get enough energy to thrive in the yoghurt [27, 28, 29, 30, 31, 32].
Conclusion
Microbiological analysis carried out on the produced yoghurt samples showed the capability of foam mat drying, egg white as a foaming agent, ginger extract and moringa seed flour to maintain low bacteria and fungi growth and viability and the statistical analysis of variance showed significant effect of foam-mat drying on the microbial quality of freshly produced yoghurt samples (p<0.05).
References
-
Abbasi E, Azizpour M (2016) Evaluation of physicochemical properties of foam mat dried sour cherry powder. Food Science and Technology 68: 105- 110.
-
Avosuahi HJ, Paul T, Nwakuba NR, Ikechwukwu-Edeh C (2023) Production optimization of fortified foam- mat dried yoghurt. Covenant Journal of Engineering Technology 7(1): 1-9.
-
Lamont JR, Wilkins O, Bywater‐Ekegärd M, Smith DL (2017) Yoghurt yield: Potential applications of lactic acid bacteria in plant production. Soil Biology and Biochemistry 111: 1-9.
-
Paul T, Adejumo BA, Nwakuba NR, Ehiem JC (2021) Proximate composition of packaged freeze dried cheeses in storage. Agricultural Engineering International 23(2): 264-272.
-
Her JY, Kim MS, Lee KG (2015) Preparation of probiotic powder by freeze‐drying method. Journal of Food Engineering 150: 70-74.
-
Sunmola A, Paul T, Nwakuba N, Okosa I (2022) Influence of heat treatment duration and biological coagulant types on the microbial properties of Nigerian soft soy cheese. Poljoprivredna tehnika 47(1): 34-42.
-
Ratti C, Kudra T (2006) Drying of foamed biological materials. Opportunities and challenges. Dry Technology 24(9): 1101-1108.
-
Hardy Z, Jideani VA (2017) Foam-mat drying technology: A review. Critical Reviews in Food Science and Nutrition 57(12): 2560-2570.
-
Paul T, Adejumo B, Nwakuba NR, Igbozulike AO (2020) Effect of freeze drying on qualities of fresh cow milk and soy cheeses. Scientific Journal of Agricultural Engineering 45(3): 1-14.
-
Kiiru SN, Ojijo NK (2011) Production of powdered yoghurt and its quality changes during storage in Proc. 12th KARI Biennial Scientific Conference, pp: 837-842.
-
Sunmola AT, Paul T, Nwakuba NR (2021) Effect of biological coagulants and heat treatment duration on the microbiological properties of Nigerian soft cow milk cheese. Journal of Experimental Research. 9(3): 8-13.
-
Koc B, Sakin‐Yılmazer M, Kaymak‐Ertekin F, Balkır P (2014) Physical properties of yoghurt powder produced by spray drying. Journal of Food Science and Technology 51(7): 1377-1383.
-
Paul T, Adejumo BA, Ehiomogue P, Arocha CG (2019) Mineral composition of stored freeze cheeses in selected packaging materials. Journal of Experimental Research 7(3): 21-29.
-
Mckinley MC (2005) The nutrition and health benefits of yoghurt. International Journal of Dairy Technology 58(1): 1-12.
-
Lobo FA, Nascimento MA, Domingues JR, Falco DQ, Hernanz D, et al. (2017) Foam mat drying of Tommy Atkins mango: Effects of air temperature and concentration of soy lecithin and cellulose on phenolic composition and antioxidant capacity. Food Chemistry 221: 258-266.
-
Moyo B, Masika PJ, Hugo A, Muchenje V (2011) Nutritional characterization of Moringa (Moringaoleifera Lam.) leaves. Afr J Biotechnol 10(60): 1684-5315.
-
Azizpour M, Mohebbi M, Khodaparast MHH (2016) Effects of foam-mat drying temperature on physico- chemical and microstructural properties of shrimp powder. Innovative Food Science and Emerging Technologies 34: 122-126.
-
Narchi I, Vial C, Djelveh G (2007) Effect of the formulation on the continuous manufacturing of foamed products. Processings of European Congress of Chemical Engineering, pp: 1-17.
-
Zolelw H, Victoria AJ (2020) Functional characteristics and microbiological viability of foam mat dried Bambara yoghurt from reconstituted Bambara groundnut milk powder. Food science and Nutrition 8(10): 5238-5248.
-
Paul T, Adejumo BA, Okosa I, Chidinma-Edeh CE (2020) Microbiological properties of stored freeze dried cow milk cheese and soy cheese. Journal of Applied Science and Environmental Management. 24(3): 537-542.
-
Maciel RM, Afonso MR, Costa JM, Severo LS, Lima ND (2017) Mathematical modeling of the foam-mat drying curves of guava pulp. Brasileira de Engenharia Agricola Ambiental 21(10): 721-725.
-
Dehghannya J, Pourahmad M, Ghanbarzadeh B, Ghaffari H (2018) Influence of foam thickness on the production of lime juice powder during foam‐mat drying: Experimental and numerical investigation. Powder Technology 328: 470-484.
-
Franco TS, Parusello CA, Ellendersen LN, Mason ML (2016) Effects of foam mat drying on physicochemical and microstructural properties of juice powder. Food Science and Technology 66: 503–513.
-
AOAC (2016) Official Methods of Analysis of the Association of Official Analytical Chemists. In: Latimer GW. 20th (Edn.), Arlington, VA, USA.
-
Asokapandian S, Venkatachalam S, Swamy GJ, Kuppusamy K (2015) Optimization of foaming properties and foam mat drying of muskmelon using soy protein. Journal of Food Process Engineering 39(6): 692-701.
-
Krasaekoopt W, Bhatia S (2012) Production of yoghurt powder using foam‐mat drying. AU Journal of Technology 15(3): 166-171.
-
Arise A, Arise R, Sanusi M, Esan O, Oyeyinka S (2014) Effect of _Moringa oleifera_ flower fortification on the nutritional quality and sensory properties of weaning food Croat. Journal of Food Science Technology 6(2): 65- 71.
-
Asokapandian S, Venkatachalam S, Swamy GJ, Kuppusamy K (2015) Optimization of foaming properties and foam mat drying of muskmelon using soy protein. Journal of Food Process Engineering 39(6): 692-701.
-
Kumar P, Mishra HN (2004) Yoghurt powder: a review of process technology, storage and utilization. Food and Bioproducts Processing 82(2):133-142.
-
Olugbuyiro JA, Oseh JE (2011) Physico-chemical and sensory evaluation of market yoghurt in Nigeria. Pakistan J Nutr 10(10): 914-918.
-
Raikos V (2010) Effect of heat treatment on milk protein functionality at emulsion interfaces. Food Hydrocolloid 24(4): 259-265.
-
Zanhi NK, Jideani IA (2012) Physico-chemical and sensory qualities of soy and milk solids fortified low-fat yoghurt. Afr J Agric Res 7: 5336-5343.
- The Role of Podocyte Apoptosis and the Involvement of SIRT1 in Diabetic Nephropathy
- Dealcoholization of Beer by Osmotic Distillation for the Beverage Industry
- Biopolymer-Based Edible Packaging- Biomaterials, Methods, and Applications in Food Industry: An Updated Review
- Influence of Bioprocessing Methods on 'China Rice' (Gawal R1), and Soyabean Supplementation on the Quality of Complementary Food
- Cassava (Manihot esculenta) Varietal Growth, Yield and Cyanide Content Performance in Three Sites in the South- Eastern Semi Arid Regions of Kenya
- Food Waste Treatment, Recycling, Management and Production of Value-Products-An Update on Methodologies and Current Trends