Prospective Process Validation of Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 Mg) Capsule
Process validation is a documented evidence which provides a high degree of assurance that a specific process will consistently produce a result meeting its predetermined specifications and quality attributes. Validation is documented act of proving that any procedure, process or system that actually leads to a expected result. The purpose of this investigation is to study prospective process validation of Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 mg) capsule. Quality cannot be adequately assured by in-process inspections and testing but it should be built into the manufacturing process. This process should be controlled in order that the finished product meets all quality specifications. Therefore, building of quality requires careful attention to a number of factors, such as the selection of materials, product and process design, control variables in-process inspection. The critical process parameters were identified with the help of process capability and evaluated by challenging its lower and upper release specifications. Three initial process validation batches of same batch size, method, equipment, & validation criteria were taken. The critical parameters involved in dispensing, mixing (preparation of bulk solution), band solution preparation, encapsulation and band sealing stages were identified and evaluated as per validation plan. The outcome indicates that this process validation data provides high degree of assurance that manufacturing process produces product meeting its predetermined specifications and quality attributes which is in compliance with the GMP.
Shome M¹*, Sarker BK², Rahman FS², Chowdhury K³ and Kundu SK²
¹Department of Quality Operations, The Rangs Pharmaceuticals Ltd., Bangladesh ²Department of Pharmacy, Jahangirnagar University, Bangladesh ³Department of Computer Science & Engineering, Presidency University, Bangladesh meeting its predetermined specifications and quality attributes which is in compliance with the GMP.
Keywords: Prospective Process Validation; Control Variables; In-Process Control
Abbreviations
CGMP: Current Good Manufacturing Practices; BMR: Batch Manufacturing Record; BPR: Batch Packaging Record.
Introduction
In the mid-1970s, Ted Bayer and Bud Loftus, two officials from the FDA, introduced the concept of validation.
Validation aims to guarantee that quality is integrated into the system at every stage, rather than solely being tested at the end. Therefore, validation activities frequently encompass training on production materials and operating procedures, educating the individuals involved, and overseeing the system during production. This has become a valuable component of current good manufacturing practices (cGMP).
According to US FDA: Establishing documented evidence for process validation provides a high level of confidence that a particular process will consistently meet its earlier set-up specifications and quality standards.
According to WHO [1]: Validation studies are a very important aspect of GMP and must adhere to a predetermined protocol. The results and conclusions should be documented, compiled, and stored in writing. Processes and procedures should be developed based on the WHO’s validation study and should undergo regular revalidation to ensure they are still capable of achieving the desired results. Process validation is the gathering and analysis of data from the process design phase through commercial production, providing scientific proof that a process can consistently produce high-quality products. It encompasses a series of activities throughout the product and process lifecycle, including process design, process qualification, and ongoing process verification.
Types of Process Validation
Prospective Process Validation: In prospective process Validation, prior to the process being used commercially, an experimental plan known as the validation protocol is carried out in prospective process validation. Before launching the product commercially into the market, a pre- planned protocol, it is the verified, documented proof that a system performs as intended [2]. Retrospective Validation: For well-known items with stable manufacturing processes, the retrospective validation option is selected. Establishing recorded proof that a process performs as intended through the examination and analysis of past data is known as retrospective validation. Concurrent Validation: Concurrent validation is considered for the running production products because somehow their validation was not performed before launching the products i.e. at the Prospective Process Validation stage. Based on data produced during the actual execution of the process, concurrent validation is used to create documented proof that a facility and its procedures perform as intended. To demonstrate that the manufacturing process is under control, this method entails evaluating the finished product of ongoing production and monitoring crucial processing steps. Revalidation: Revalidation is conducting an investigative evaluation of the performance data that has already been collected and involves repeating the first validation effort or any portion of it. Maintaining the validated condition of the plant, machinery, manufacturing procedures, and computer systems require this strategy. The followings are some potential justifications for initiating the revalidation process:
- The movement of a product from one plant to another.
- Changes to the product, the factory, the producing procedure, the cleansing procedure, or different adjustments that would have an effect on product quality.
- Significant (generally order of magnitude) boom or lower in batch size.
- Sequential batches that fail to satisfy product specifications and validated standard procedure.
- The scope of revalidation tactics relies upon at the volume of the adjustments and the impact upon the product quality [3].
Process Validation Protocol
Prior to beginning any process validation works, the following items must be finished in order to complete the qualification process. The process validation will begin once the qualification work is finished [4].
Design Qualification: The recorded review of technical specifications and planning papers to ensure that the design complies with manufacturing process, GMP, and regulatory standards is known as DQ. Installation Qualification: The documented confirmation that the building, HVAC system, auxiliary utilities, and equipment were constructed and installed in accordance with their authorized design specifications is known as IQ Operational Qualification: OQ serves as the documentation proof that the equipment performs as intended across all expected operating ranges and complies with design specifications within its typical operating range. Performance Qualification: PQ is the documented confirmation that the process, or the system’s entire process, operates as planned across all expected operating ranges. And for the confirmation of the process, or the systems, three consecutive successful process validation batches have to be produced, and subsequently all the crucial process parameters will be checked with their predetermined specifications. Establishing documented proof that a particular process (like the production of pharmaceutical dosage forms) will reliably yield a product that satisfies its predefined specifications and quality attributes is known as process validation. A documented plan outlining the steps are involved in conducting Process Validation, including test parameters, product attributes, production tools, and design points regarding acceptable test results. In addition to being signed, dated, and numbered (document, protocol reference, and revision numbers), the validation protocol should include the following details at the very least [5]:
Principle
Process validation ensures that the manufacturing process controls are flexible enough to achieve desired qualities in the drug product while avoiding undesirable ones. This idea is crucial because it supports the definition of validation, which is a methodical process for identifying, quantifying, assessing, recording, and reassessing a number of crucial manufacturing process steps that need to be controlled in order to guarantee a repeatable end product. Machines and equipment used in the production of process validation batches must have their qualifications (IQ, OQ) fulfilled. This product’s raw materials must be purchased from authorized suppliers. Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 mg) capsule analysis will be conducted using test methods for final product testing that have been satisfactorily validated by the R&D department. Every employee who makes Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 mg) capsules has received specialized training on how to follow SOP, BMR,
General Information
and BPR during the manufacturing process. The factors that affect each processing step’s outcome are first determined, and they are then further separated into those that changed during processing and could affect the final product’s quality and outcome. A Batch Manufacturing Record (BMR) and Batch Packaging Record (BPR) must be finalized for use in regular manufacturing after the validation process is finished. Change control management must be applied, if any deviation is found in the Batch Manufacturing Record (BMR) and Batch Packaging Record (BPR) after finalization the BMR & BPR [6].
| Product name | Vitamin-E 200 (Alpha Tocopherol Acetate BP 200 mg) capsule |
|---|---|
| Active ingredient | Alpha Tocopherol Acetate BP |
| Strength | Each capsule Contains Alpha Tocopherol Acetate BP 200 mg |
| Appearance of capsule shell | Colorless transparent cap & body with yellow band. The capsule is filled with clear colorless or slightly greenish yellow viscous, oily liquid. |
| Color of band | Yellow |
| Size of capsule shell | 2 |
| Printings | Cap and body both are imprinted with “Vitamin-E” in black ink. |
| Average Filling weight | 250.00 mg |
| Average weight per capsule | 312.00 mg (capsule shell weight+ filling weight) |
| Batch Quantity | 1,50,000 capsules |
| Batch Size | 37.50 Kg. |
| Analytical Test method | HPLC. Alternative method: UV Spectrophotometric. |
Objective
The duties and tasks to clarify the essential details of the production process of vitamin-E 200 (Alpha Tocopherol Acetate BP 200 mg) capsules are described in this process validation protocol. This protocol’s goal is to specify the tests, steps, and acceptance standards required to confirm that, when process parameters are set within acceptable bounds, the manufacturing process used to produce vitamin-E 200 capsules (Alpha Tocopheryl Acetate BP 200 mg per capsule) will produce batches of consistent quality [7].
Scope
This guidance document covers everything from packaging to the manufacturing process.
Qualification and Training of Personnel
Employees working on the validation project must be suitably qualified, trained in the fundamentals of validation, and fully briefed on the production of Vitamin-E 200 Capsules (Alpha Tocopheryl Acetate BP 200 mg per capsule) as well as the specific methodology to be used for the process’ performance qualification [8].
Formulation
The product formulation is as below:
| Name of Materials | Specification | Standard Quantity/ Batch | Qty / Capsule |
|---|---|---|---|
| all-rac-Alpha Tocopheryl Acetate | BP | 30.000 kg | 200.00 mg |
| Arachis Oil | BP | 7.500 kg | 50.00 mg |
| Butylated Hydroxyanisole | BP | 0.600 g | 0.004 mg |
| Butylated Hydroxytoluene | BP | 0.600 g | 0.004 mg |
| EHG Shell (Flotit)of LHGC, Size # 2 | Pharma grade | 1,50,000 pcs | 1 piece |
| Lemon Yellow color | Pharma grade | 9.8737 g* | 0.050635 mg |
| Gelatin Powder | BP | 1.815 kg* | 9.300 mg |
| Polysorbate 80 | BP | 0.075 kg* | 0.385 mg |
| Purified Water | BP | 7.260 kg* | 37.230 mg |
| * 30% Overage |
Process Flow Diagram
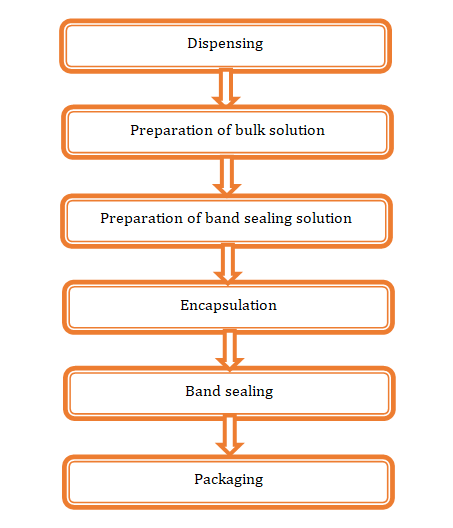
Details of the Manufacturing Process
The manufacturing process of vitamin-E 200 capsule (Alpha Tocopheryl Acetate BP 200 mg per Capsule) is encapsulation type. And the Blister packing is Alu-PVC type. The process has been completed as at the following mentioned sequences [9]:
| Manufacturing Process Sequences | |
|---|---|
| Product Name: Vitamin-E 200 Capsule (Alpha Tocopheryl Acetate BP 200 mg per Capsule) | Strength: 200 mg |
| Generic Name: Alpha Tocopheryl Acetate | Dosage Form: Capsule |
| Batch Quantity: 1,50,000 Capsule |
The process has been completed as per BMR (Document No.: BMR-CAP-001 and BPR (Document No.: BPR-CPP-001 and Document No.: BPR-CSP-001) [10].
| Checklist for manufacturing process observation | ||||||||
|---|---|---|---|---|---|---|---|---|
| Steps | Obtained Results | Remarks | ||||||
| Batch No. | Batch No. | Batch No. | ||||||
| XX | YY | ZZ | ||||||
| Yes | No | Yes | No | Yes | No | |||
| Dispensing Section III as BMR | Check and ensure dispensing booth is clean and line check is given as per current Standard operating procedure. | √ | √ | √ | Checked & Ensured | |||
| Check and ensure that balance is not due for calibration. Check for zero error in the balance. | √ | √ | √ | Checked & Ensured | ||||
| Check and ensure that the expiry date and potency of all rac Alpha Tocopheryl acetate. | √ | √ | √ | Checked & Ensured | ||||
| Checking of Dispensed Material Section IV as BMR | Check and ensure that the all materials are issued as per BMR. | √ | √ | √ | Checked & Ensured | |||
| Check and ensure that all the scoops for dispensing are cleaned. | √ | √ | √ | Checked & Ensured | ||||
| During dispensing all other required points to be checked as per BMR. | √ | √ | √ | Checked & Ensured | ||||
| Mixing Section V as BMR Step 1 | Check and record the temperature and relative humidity in processing area. Temperature should be (22±2)°C and Relative Humidity (45±5)% | √ | √ | √ | Checked & Followed | |||
| Mix the following materials into a ss container with stirring and mix for 10-15 minutes. All-rac-Alpha Tocopheryl Acetate 30.00 kg and Arachis Oil 7.00 kg | √ | √ | √ | Checked & Followed | ||||
| Mixing Section V as BMR Step 2 | Dissolve the following material into a ss vessel one by one with 0.500 kg Arachis oil and mix for 5-10 minutes. Butylated Hydroxyanisole 0.600 gm. Butylated Hydroxytolune 0.600 gm | √ | √ | √ | Checked & Followed | |||
| Mixing Section V as BMR Step 3 | Mix the material of step 2 into step 1 with continuous stirring for 10-15 minutes. Stand the content of ss container for deaeration. | √ | √ | √ | Checked & Followed | |||
| Weighing of bulk solution in Section VI as BMR | Weigh the bulk solution at the end of the operation. | √ | √ | √ | Checked & Followed | |||
| Band solution preparation in Section VII as BMR Step I | Dissolve Lemon yellow color in purified water into a SS container with stirring. Lemon yellow color 9.8737 gm and Purified water 7.260 Kg | √ | √ | √ | Followed | |||
| Band solution preparation in Section VII as BMR Step II | Add gelatin into step 1 with continuous stirring and keep the dispersed materials with proper wrapping for 1-2 hours. Gelatin 1.815 Kg | √ | √ | √ | Followed | |||
| Band solution preparation in Section VII as BMR Step III | Warm the dispersed material at 60°C-65°C until dissolved the materials. | √ | √ | √ | Followed | |||
| Band solution preparation in Section VII as BMR Step IV | Add Polysorbate 80 into the solution slowly with stirring for 5 to 10 min. Polysorbate 80-0.075kg | √ | √ | √ | Followed | |||
| Band solution preparation in Section VII as BMR Step V | Withdraw the bubble from the upper surface of the solution and close the container with clean SS lid as well as maintain the temperature of about 60°C throughout the hold till usage. | √ | √ | √ | Followed |
| Capsule filling Encapsulation | Check and ensure the temperature and relative humidity of the encapsulation area. Temperature should be (22±2)°C and Relative Humidity (45±5)% | √ | √ | √ | Checked & Ensured | |||
|---|---|---|---|---|---|---|---|---|
| Check and record the integrity of the capsule filling machine before and after capsule filling throughout the processing activity. | √ | √ | √ | Checked & Ensured | ||||
| Conduct filling into transparent EHG Capsule shells, size # 2 and adjust the weight of capsule until achieve the intended weight. | √ | √ | √ | Followed | ||||
| Band sealing | Transfer the filled capsule into the band sealing channel through hopper. Seal the capsule by gelatin solution and dry them within the drying panel. | √ | √ | √ | Followed | |||
| Packaging as per BPR | Check and record the temperature and Relative Humidity. Temperature should be (22±2)°C and Relative Humidity (45±5)% | √ | √ | √ | Checked & Ensured | |||
| Check and record all the parameter before blister sealing as per BPR. | √ | √ | √ | Checked & Ensured | ||||
| Check and record that the over printing instructions on labels and cartons. | √ | √ | √ | Checked & Ensured | ||||
| Check and verify that price, manufacturing date and expiry date overprinted on label and carton is as per current price list. | √ | √ | √ | Checked & Ensured | ||||
| Check and ensure that all packaging materials (Primary & Secondary) are arranged for VITAMIN-E 200 capsule (Alpha Tocopheryl Acetate BP 200 mg per Capsule) as per BPR. | √ | √ | √ | Checked & Ensured |
Identification of Critical Process Parameters During Manufacturing
The critical process parameters as per manufacturing steps are described one after another as the following [11]:
| Steps | Critical Parameter to be checked | Obtained Results | Remarks | ||
|---|---|---|---|---|---|
| Batch No. | Batch No. | Batch No. | |||
| XX | YY | ZZ | |||
| Dispensing | Room Condition: Temperature: (22±2)°C Relative Humidity: 45±5% | (20.9-21.4) °C (46.2-46.7) % | (20.4-22.8) °C (46.2-47.2) % | (20.9-22.4) °C (46.5-47.5) % | Complies |
| Mixing (Preparation of bulk solution) | Room Condition: Temperature: (22±2)°C Relative Humidity: 45±5% | (21.5-22.6) °C (43.7-48.6) % | (21.3-21.5) °C (45.2-48.2) % | (20.6-22.2) °C (43.2-44.6) % | Complies |
| Mixing time of step: I: 10-15 minutes | 15 min | 15 min | 15 min | Complies | |
| Room Condition: Temperature: (22±2)°C Relative Humidity: 45±5% | (21.5-22.8) °C (43.5-47.42) % | (21.7-22.5) °C (44.5-48.4) % | (21.6-22. 3) °C (42.4-44.6) % | Complies | |
| Mixing time of step II: 5-10 minutes | 5 min | 5 min | 5 min | Complies | |
| Room Condition: Temperature: (22±2)°C Relative Humidity: 45±5% | (21.8-22.4) °C (42.5-45.2) % | (21.8-22.5) °C (42.4-45.2) % | (21.1-22.4) °C (43.6-44.5) % | Complies | |
| Mixing time of step III: 10-15 minutes | 15 min | 15 min | 15 min | Complies | |
| Band solution preparation | Room Condition: Temperature: (22±2)°C Relative Humidity: (45±5)% | (21.6-22.8) °C (43.7-45.6) % | (21.7-22.6) °C (42.6-44.6) % | (22.1-22.6) °C (43.4-44.6) % | Complies |
| Mixing time of step-I: 5-10 min. | 5 min | 5 min | 5 min | Complies | |
| Mixing time of step IV: 5-10 min. | 5 min | 5 min | 5 min | Complies | |
| Solution holding time: 60 -120 minutes | 60 min | 60 min | 60 min | Complies | |
| Encapsulation | Room Condition: Temperature: (22±2)°C Relative Humidity: 45±5% | (20.9-22.5) °C (44.2-45.7) % | (21.7-22.5) °C (43.1-45.4) % | (22.-22.8) °C (42.6-45.1) % | Complies |
| Average weight: ±4% of calculated weight. | 311.5 mg | 311.5 mg | 311.5 mg | Complies | |
| Uniformity of weight: ±10% of average weight. | -0.48% to +0.80 | -1.08% to +0.82 | -1.06% to +0.86 | Complies | |
| DT at 37°C temp.:NMT 30 min. | 2 min 30 sec. to 3 min 10 sec. | 3 min 10 sec. to 4 min | 3 min 20 sec. to 3 min 50 sec. | Complies | |
| Machine speed (SPM): 50-60 | 53 SPM | 57 SPM | 55 SPM | Complies | |
| Band sealing | Room Condition: Temperature: (22±2)°C Relative Humidity: (45±5)% | (22.2-23.1) °C (43.8-44.5) % | (21.8-23.6) °C (43.2-45.7) % | (21.3-22.8) °C (41.7-43.6) % | Complies |
| Temperature in drying panel:(30±5)°C | 32°C | 32°C | 32°C | Complies | |
| Packaging (Primary Packaging) | Room Condition: Temperature: (22±2)°C Relative Humidity: (45±5)% | (21.4-23.8) °C (41.3-45.1) % | (22.5-23.4) °C (41.0-43.4) % | (21.4-23.8) °C (41.-45.1) % | Complies |
| Sealing Temperature (°C): 180±10 | 181°C | 185°C | 190°C | Complies | |
| Forming Temperature (°C): 120±10 | 122°C | 125°C | 127°C | Complies | |
| Cooling Temperature (°C): 20±5 | 20°C | 19°C | 21°C | Complies | |
| Machine Speed (RPM):50 - 60 | 55RPM | 58RPM | 59RPM | Complies | |
| Draw off position (mm): 186.0±1.0 | 186.0 mm | 186.0 mm | 186.2 mm | Complies | |
| There must be no leakage of the blister Pack | Complies | Complies | Complies | Complies |
List of Equipment and their Qualification Status
The list of equipment and their qualification status are stated in the following [12]:
| Name of the Equipment | Machinery ID | Qualification Status | Remarks | |
|---|---|---|---|---|
| IQ | OQ | |||
| Automatic liquid capsule filling, sealing machine | PRO-ALFM-01 | √ | √ | Done |
| Automatic band sealing machine | PRO-ABSM-01 | √ | √ | Done |
| Blister Sealing Machine | PRO-BSPM-07 | √ | √ | Done |
| NB: √ implies that all equipment were verified and certified that they have proper qualification status. |
Calibration and Qualification Status of Lab Equipment
The calibration and qualification status of the following equipment used in the Performance Qualification of process VITAMIN-E 200 capsule (Alpha Tocopheryl Acetate BP 200 mg per Capsule) shall be checked and listed in the following [13]:
| Equipment | Code/ Identification No. | Qualification Status | Calibrated on | Next Due date of Calibration |
|---|---|---|---|---|
| UV Spectrophotometer | QCID-001 | Done | 23.08.24 | 22.08.25 |
| Electronic Analytical Balance | QCID-002 | Done | 16.08.24 | 15.08.25 |
| Ultrasonic Bath | QCID-015 | Done | 01.08.24 | 30.08.25 |
| Disintegration Tester | QCID-020 | Done | 05.07.24 | 04.07.25 |
| Pack Integrity Tester | QCID-022 | Done | 04.07.24 | 03.07.25 |
Analytical Schedule
| Analytical Schedule | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Unit operation | Appea rance | Specific gravity | Active distribution | Average weight | Uniformity of Weight | Average filling weight | Disinte gration time | Identification of Alpha Tocopheryl acetate | Assay | Mass variation |
| Bulk Solution preparation | √ | √ | √ | - | - | - | - | - | - | - |
| During encapsulation | √ | - | - | √ | √ | - | √ | - | - | - |
| After Encapsulation (Finished Product) | √ | - | - | - | - | √ | √ | √ | √ | √ |
| Note: √ Denotes the test is required |
Sampling Details
| Sampling details | |
|---|---|
| Mode of analytical sample | Method of Sampling |
| Bulk solution | Collect some fresh double small size polybags and write down the following information on each bag with a suitable marker. a) Product Name b) Batch No. c) Sample location d) Date of sampling |
| After mixing, collect at least 3 samples (1-2 gm each sample) from top, middle, bottom of the SS Vessel and subject it to analysis i.e active distribution. Collect sample for checking the specific gravity of the bulk solution. | |
| On collection, Sample is kept in double polybag and ties the samples bag with a rubber band. Then preserve the sample on a sample tray or box in a suitable manner till the test is carried out. | |
| During Encapsulation | Collect 15-20 Capsules every 15 minutes and keep it into a small container and finally 200 Capsules take out from that container. |
| After Encapsulation (Finished Product) | On collection, tie the sample bag with a rubber band. Then preserve the sample on a sample tray or box in a suitable manner and subject it to analysis. |
Sampling Points: Intermediate bulk Container (SS Vessel). Sample size: For checking uniformity (1 gm ~ 2 gm each sample).
Testing Frequency
| Steps | Testing Frequency | ||
|---|---|---|---|
| Analysis | Test Frequency Per Batch | Number of analysis | |
| Bulk solution | Appearance | Once | 1 individual Test |
| Specific gravity | Once | 1 individual Test | |
| Active distribution | Once | 3 individual assays | |
| During Encapsulation | Appearance | Once | 1 individual Test |
| Average weight | Start of run & Every 30 minutes | 10 individual Unit | |
| Uniformity of weight | Start of run & Every 30 minutes | 10 individual Unit | |
| Disintegration time | Once | 6 individual Test | |
| Finished product | Appearance | Once | 1 individual Test |
| Average filling weight | Once | 10 individual units | |
| Disintegration time | Once | 6 individual tests | |
| Identification of Alpha Tocopheryl acetate | Once | 1 individual Test | |
| Assay | Once | 1 individual assay from a composite sample | |
| Mass variation | Once | 1 individual test from assay result of a composite sample |
Method of Analysis
Analysis has been conducted as per validated & approved procedures
Acceptance Criteria and Results of Analysis
| Steps | Acceptance Criteria and Results of Analysis | |||||
|---|---|---|---|---|---|---|
| Parameter to be checked | Samples | Obtained Results | Acceptance Criteria | |||
| Batch No. | Batch No. | Batch No. | ||||
| XX | YY | ZZ | ||||
| Preparation of bulk solution | Appearance | 01 Composite | Complies | Complies | Complies | Clear colorless or slightly greenish yellow viscous, oily liquid. |
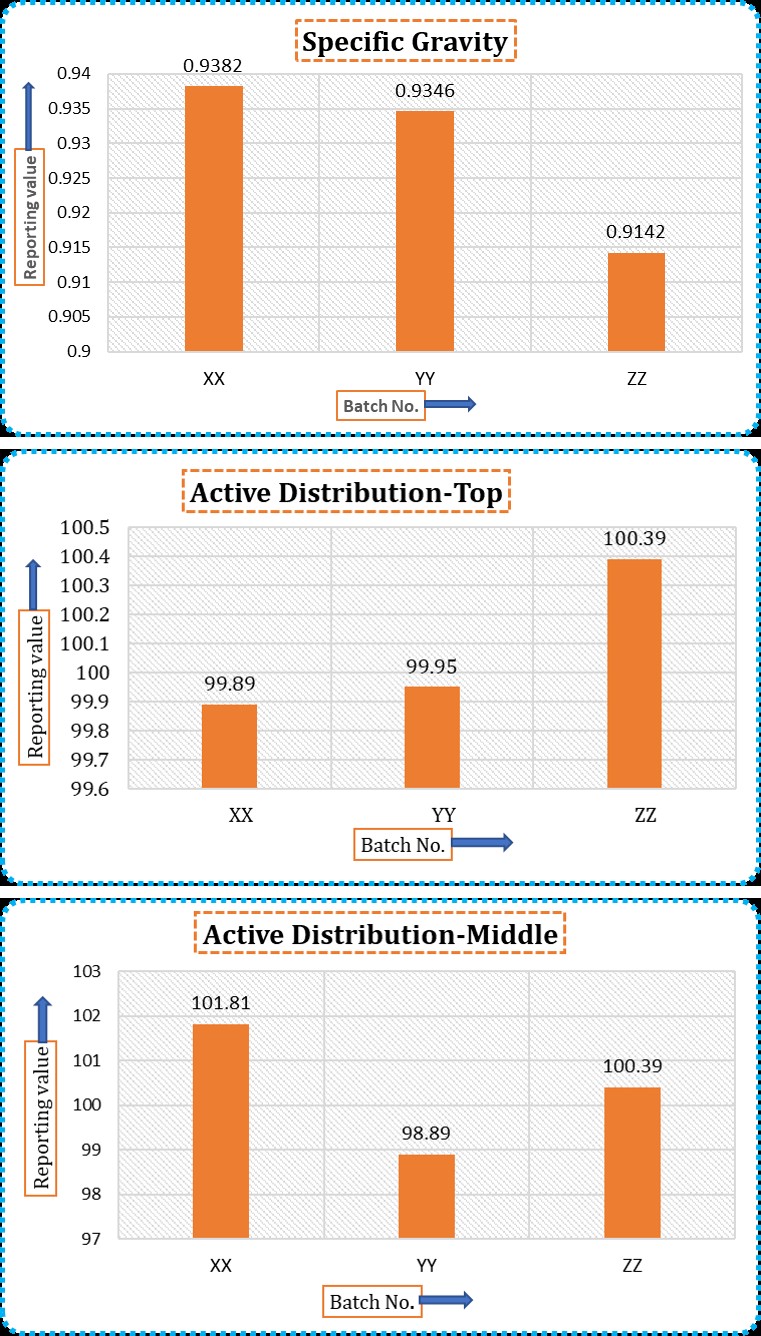
| Specific Gravity | 01 composite | 0.9382 | 0.9346 | 0.9142 | Report value | |
| Active distribution | Top | 99.89% | 99.95% | 100.39% | ±15% of the theoretical claim of active ingredients | |
| Middle | 101.81% | 98.89% | 100.39% | |||
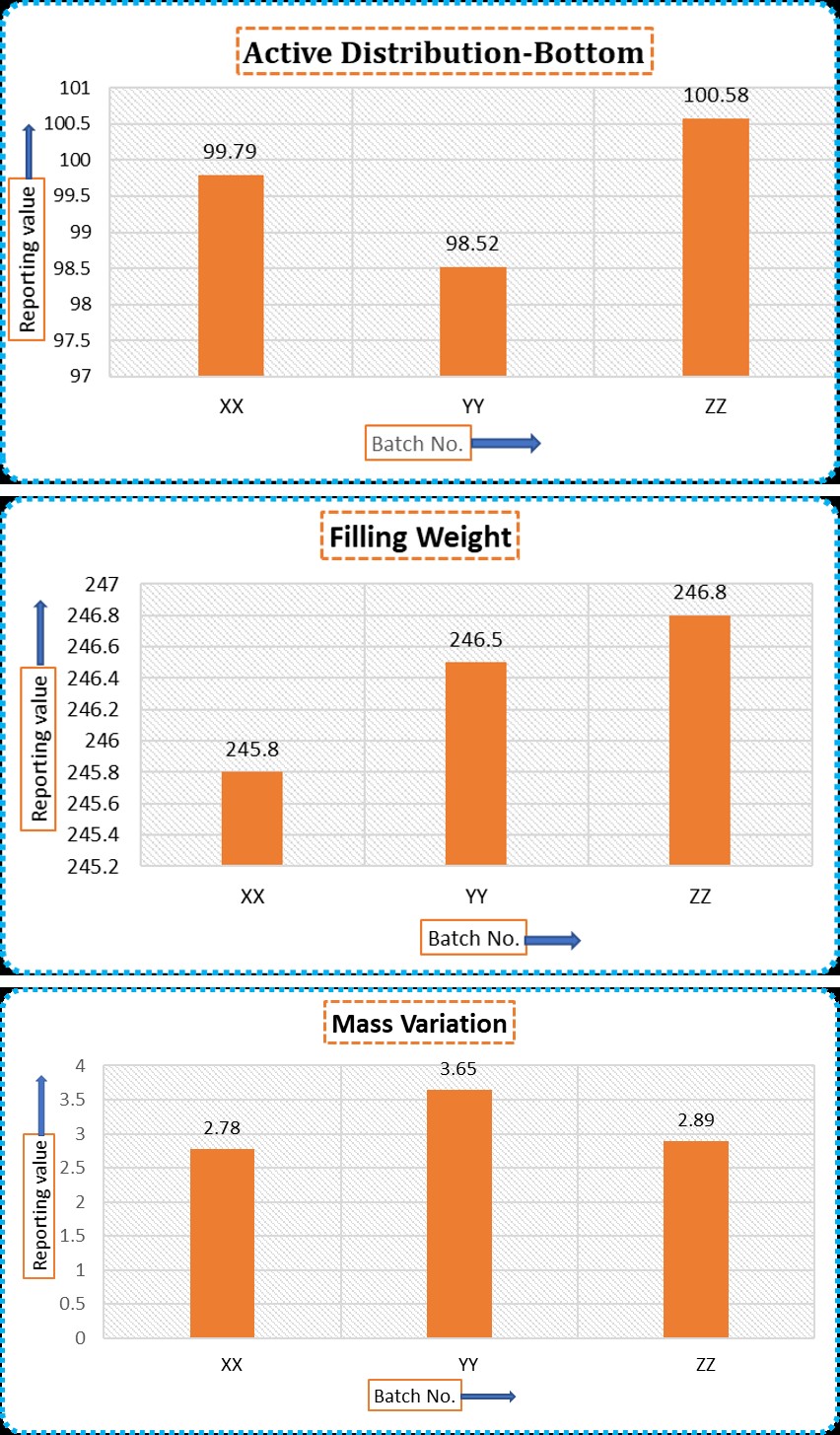
| Bottom | 99.79% | 98.52% | 100.58% | |||
| Finished product | Appearance | 01 Composite | Complies | Complies | Complies | Size # 2, colorless transparent cap & body with yellow band. Cap and body imprinted with “Vitamin-E” in black ink. The capsule filled with clear colorless or slightly greenish yellow viscous, oily liquid. |
| Identification | 01 Composite | Complies | Complies | Complies | The chromatogram of the sample preparation exhibits a major peak for Alpha-Tocopheryl Acetate, the retention time of which corresponds to that exhibited in the chromatogram of the standard preparation as obtained in the Assay. Or The UV absorption spectra of Alpha-Tocopheryl Acetate in the sample solution and the standard solution should exhibit maxima and minima at the same wavelengths in the assay preparation. | |
| Average filling weight | 01 Composite | 245.8mg | 246.5mg | 246.8mg | ± 4.0% of calculated filling weight | |
| Mass variation | 01 Composite | 2.78% | 3.65% | 2.89% | Acceptance value, L1 ≤ 15. | |
| Disintegration time at 105°C | 01 Composite | 5m 09s-7m 0s | 5m 12s-6m 49s | 5m 5s-6m 51s | NMT 30 minutes | |
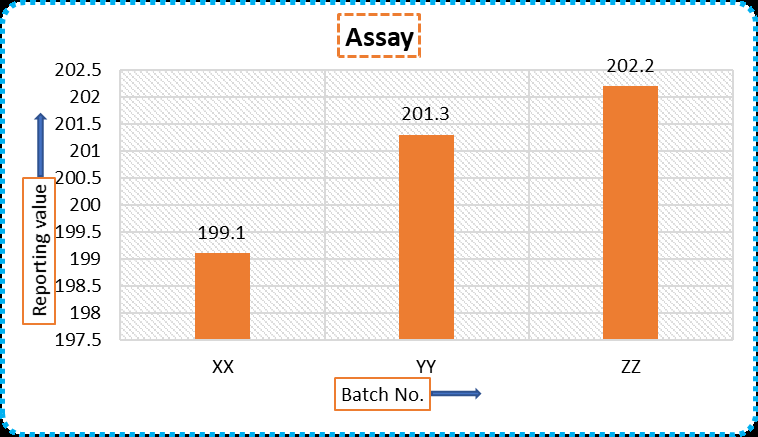
| Assay | 01 Composite | 199.1mg | 201.3mg | 202.2mg | 190.00 - 240.00 mg |
Graphical Presentation of Major Results
Specific Gravity
Active Distribution - Top
Active Distribution – Middle
Active Distribution – Bottom
Filling Weight
Mass Variation
Assay
Conclusion
Three consecutive batches (Batch numbers XX, YY, and ZZ) of VITAMIN-E 200 Capsules (Alpha Tocopheryl Acetate BP 200 mg per Capsule) underwent process validation, and all parameters were found to be within the acceptable range. The manufacturing process will reliably produce this product that satisfies its predetermined specifications and quality attributes, according to the results and graph of the validation data for these three batches mentioned above. Consequently, it can be said that the process used to manufacture this product is deemed to be validated and suitable for regular use in the production process.
Acknowledgement
The author of this paper is very much grateful to “The ACI Pharmaceuticals Ltd.; The ACME Laboratories Ltd.; Orion Pharmaceuticals Ltd and The Rangs Pharmaceuticals Ltd”, Dhaka, Bangladesh for providing all necessary facilities to carry out the entire works.
References
-
Good Manufacturing Practices: Guidelines on Validation (2019) WHO Technical Report, Series No: 1019.
-
USFDA Guideline for General Principle of Process Validation (2011) USA.
-
Nandhakumar L, Dharmamoorthy G, Rameshkumar S, Chandrasekaran S (2011) An Overview of Pharmaceutical Validation: Quality Assurance View Point. International Journal of Research in Pharmacy and Chemistry 1(4): 1003-1014.
-
Guideline on process validation for finished products (2016) EMA
-
Kavita, Kumar K, Morris SS, Tamta A, Kumar P, et al. (2013) Process Validation of Solid Dosage Form: A Review. An International Journal of Pharmaceutical Sciences 4(4): 387-401.
-
Frederick J, Carleton, Agalloco J (2007) Validation of Pharmaceutical Processes. In: 3rd (Edn.), Informa healthcare, New York, USA.
-
Q7a Good Manufacturing Practice Guideline for Manufacturing of Active Pharmaceutical Ingredients (2001) ICH Guideline.
-
WHO Guideline for Pharmaceutical Process Validation (1997) WHO.
-
Nash RA, Wachter H (2003) Pharmaceutical Process Vidation. In: 3rd (Edn.), Revised and Expnded, Marcel Dekker Inc, New York, USA.
-
US Food and Drug Administration Guideline on General Principles of Process Validation USFDA (1987) USA.
-
Levin M (2002) Pharmaceutical Process Scale-up. In: 1st (Edn.), Marcel Dekker Inc, New York, USA, pp: 313.
-
Lingnau J (1989) Optimization and Validation of Manufacturing Process. Drug Dev Ind Pharm 15(6-7): 1029-1046.
-
Raghunandanan R (2009) Validation Aspect of Solid Dosage Forms. Pharma Times 41(4): 15-18.
-
Nash RA (2002) Validation of pharmaceutical processes. In: Swarbrick J (Eds.), Encyclopedia of Pharmaceutical Technology. 2nd (Edn.), Marcel Dekker, New York, USA, pp: 2917-2931.
-
Heilman WP (1978) New drugs: Discovery and development (Drugs and the Pharmaceutical Sciences Series) Journal of Pharmaceutical Sciences 67(12): 1778.
-
Thakre S, Erande KB, Bhople A, Thakre A, Patil S (2013) Optimization and Validation of Process for Formulation and Coating of Ranitidine Hydrochloride tablets. Open Access Scientific Reports 2(2): 658.
-
Hojo T (2004) Quality Management System-Process Validation Guidance In: 2nd (Edn.), Global Harmonization Task Force, USA.
-
Bozzone S (2001) Process Validation of Solid Oral Dosage Forms, Part I General Principles, Ireland.
-
Neal C (2003) Prerequisites for Successful Validation. J Validation Tech 9: 240-244.
- Solution-Processed Chiral Perovskites for Biomedical Applications
- Nanotechnology in Health Chemistry and Medicine: Current Challenges and Future Directions
- Human Exposure to Micro- and Nanoplastics: Pathways, Toxicity, and Intervention Strategies
- Exosome Nanomedicine for Cancer Therapy
- Micro and Nanoplastics–Plastisphere, Biotoxicity, Impact on Human Health, and Mitigation Strategies
- Process Validation of Cefixime Powder for Suspension Dosage Form, 50 mL