Selection of Amine in Natural Gas Sweetening Process for Acid Gases Removal: A Review of Recent Studies
Natural gas (NG) plays an important role in different industrial and commercial sectors in India; especially in power generation and fertilizers industries. Raw natural gas coming from reservoirs to a process plant is rich in carbon dioxide & hydrogen sulphide, which not only corrode pipelines when reacted with water but also reduces the net heat content of sales gas. To meet the sales gas specification it is important to minimize CO2/H2S content. Several alkanolamines have been used for acid gas removal from natural gas. The aim of this article is to provide an overview on application of monoethanolamine (MEA), diethanolamine (DEA), methydiethanolamine (MDEA) and mix composition. These alkanolamines on gas sweetening process to minimize the CO2 content and maximize heat content in sales gas.
Saqib Yar Khan1, Mohd Yusuf2* and Ateeque Malani3
Engineering, Glocal University, India, Tel: +91-9760288817; Email: yusuf@theglocaluniversity.in (diethanolamine); MEA (monoethanolamine)
Introduction
Natural gas is one of the most important sources of energy. As India is a developing country and currently using Methane in different forms i.e. as a fuel for transportation, fuel for power generation sector, Fertilizers industries and in many other chemical industries. Natural Gas is found in abundance in the area of Thar Desert of India and other parts of the country. Raw Natural Gas which comes from reservoir is much different from the natural gas that is supplied to customer. Natural gas comes from three types of wells which include oil wells, gas wells, and condensate wells. Natural gas that comes from oil wells is typically called associated gas and it is comparatively less in amount than oil [1]. Natural gas from gas wells produces raw natural gas with some liquid hydrocarbon termed as condensate or Natural Gas Condensate. The chemical composition of the gas is a mixture of other hydrocarbons including ethane, propane, butane, and pentanes, iso-pentane, iso- butane, heptanes etc, these constituent and their percentage composition may differ at different reservoir. In addition to this raw natural gas also contains water, hydrogen sulfide (H2S), carbon dioxide, helium, nitrogen, and other compounds including earthy impurities. To remove some impurities and harmful components we need processing of raw natural gas. Although the processing of natural gas is in many aspects less complicated than the processing and refining of crude oil, it is equally as necessary before its use by end users [2]. Acid gas is defined as gas containing appropriate amounts of contaminants, such as hydrogen sulfide (H2S), carbon dioxide (CO2), and other acidic gases where as sour gas is gas contaminated with H2S. They are called sour gas because of the smell of rotten egg coming due to the presence of sulphur. H2S is corrosive and its presence can lead to deposition of free sulfur [3]. Therefore gas sweetening refers to H2S removal, because it improves the odor of the gas and removes toxicity. While acid gas removal mean to remove both CO2 and H2S. In India the Natural Gas Exploring from the region of Thar Desert has approximately 20% to 25% CO2 [4]. When this carbon-dioxide reacts with water presents in natural gas stream, it forms acid, which not only corrode away the gas pipeline but also different equipments and instruments. So it is very important to remove this excess amount of Carbon dioxide to prevent corrosion and comply with pipeline specifications. Therefore the processing of natural gas must be done in order to get an efficient calorific value gas, better transportation conditions of gas and also avoid corrosion problems. From the point of view of supplier of natural gas it is profitable to achieve the maximum calorific value of gas because they are paid on the bases of heat content of natural gas. The CO2 content must be below 3mole% to meet the sale gas specifications, these regulations are in place to minimize environmental impact caused by H2S and CO2. Acid gases also need to be removed due to the toxicity of compounds, such as H2S. Typically, “pipeline quality” or sales gas is required to be sweetened to contain concentrations of H2S i.e. no more than 4 parts per million (ppm), and a heating value of no less than 34.278 x 106 Joule/SCM to 42.84 x 106 Joule/SCM, depending on the final consumer requirements. There are numerous processes developed for acid gas removal, and they typically fall into one of the five categories: chemical solvents (amines), physical solvents, adsorption, membranes, and cryogenic fractionation. Some of them are based upon the absorption of CO2 by means of a chemical or physical solvent and its subsequent desorption, others use the difference in permeability through a material of natural gas components [5]. When we use absorption processes for acid gas removal in gas processing plant several factors affect the decision in choosing whether to use a chemical or physical absorption process from an economic point of view which includes the required solvent circulation rate that affects capital and operating costs. In this paper, gas sweetening via chemical absorption processes with special emphasis on the selection of types of chemical solvents is mainly studied and described.
Natural Gas Sweetening Using Amine Solutions
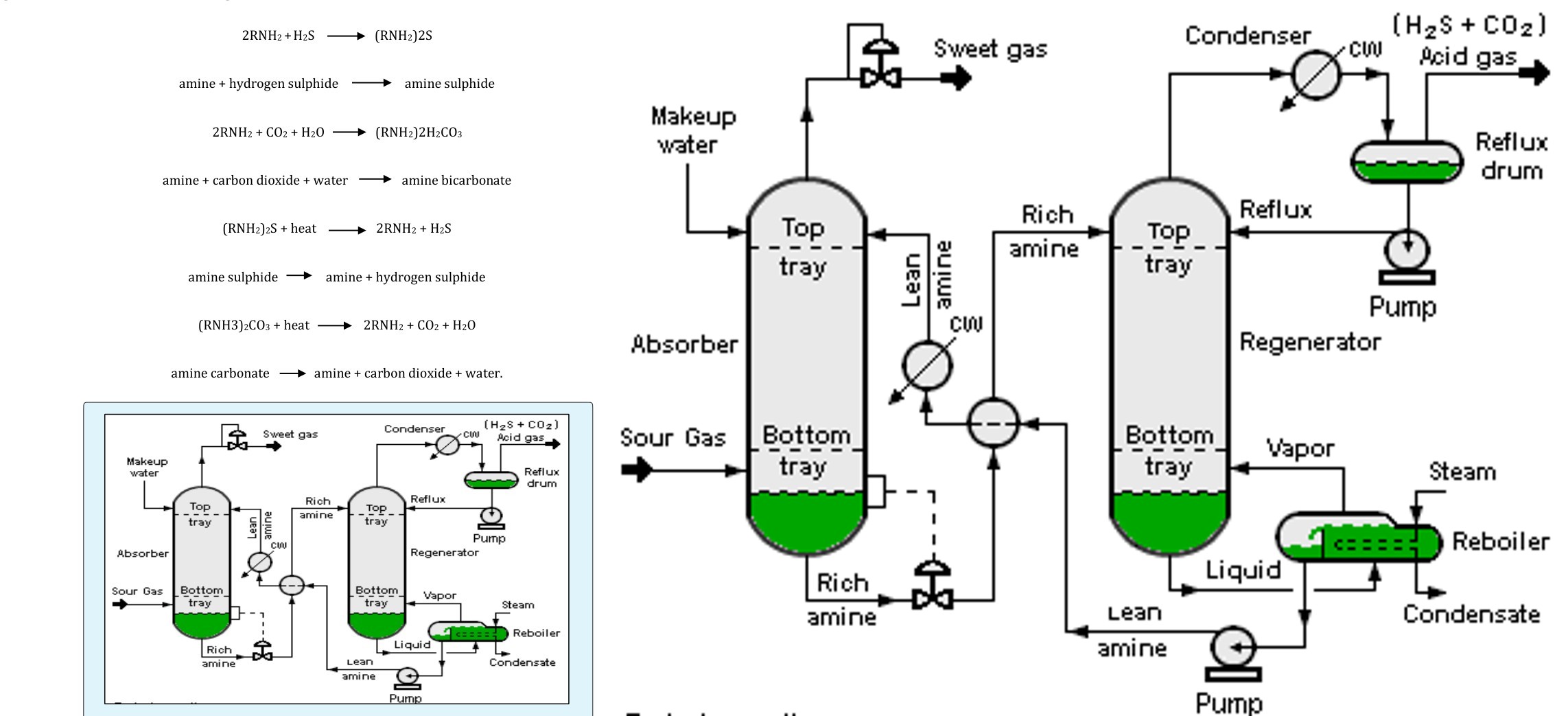
The processes of Absorption and Adsorption can be found in everyday life. In Industry, we use these processes to remove unwanted substances from process streams to clean and purify to help prevent corrosion and erosion of equipment. Amine sweetening technology has been used on a commercial scale to treat natural gas for over 80 years [6]. The Amine solution selectively removes the H2S and sulphur compounds during the sweetening process however some of the CO2 is also absorbed. CO2 concentration in the gas should be below the allowable concentration for the pipeline specification. There is a number of absorption gas treating processes, but the most common is the amine process in which acid gases react chemically. The 'rich' amine solution is heated under low pressure to regenerate the liquid by driving off the acid gases as shown in Figure1. After regeneration it is called ‘Lean Amine’ and sent to storage tank for reuse. Several different amine solutions can be used for gas sweetening are:
- Mono-ethanol Amine (MEA)
- Di-ethanol Amine (DEA)
- Methyl Di-ethanol Amine (MDEA)
- Mixed Solution The sweetening process and regeneration process is similar for each of the amine solutions listed but the capital cost varies for each. So it is very important to select suitable and appropriate amine for treatment. The type of solution used in the process will depend upon the type and quantity of acid gas contained in the sour gas stream and the volume of sour gas to be treated.
Principles of Gas Sweetening
Gas sweetening with amine solution is based on the chemical reaction of weak alkaline (Amine + water) with weak acid. The amine solution is alkaline and H2S & CO2 present in natural gas are acidic in nature. The reactions involved in absorber are very complex, but somehow we can summarize the basic processes on the basis of following reactions. The reaction in the absorption column is at constant pressure range between 4826.33kPa to 6894.76kPa, depending upon the availability of Gas pressure and a temperature range between 299.817K to 322.039K. It is a reversible reaction. Both of the above reactions are exothermic in nature which means heat generates at the time of reaction so temperature varies in absorber from top to down. The regeneration reaction in the reboiler and stripper is at a constant lower pressure and a temperature range between 240 °F & 300 °F. The operating condition has been taken process plant operating at Focus Energy Limited, Rajasthan India [4]. Following are the reactions for MDEA which explain above process [7].
The H2S is removed by a chemical reaction that is reversible and dependent on the temperature change. It has been noticed that the H2S / Amine reaction is fast, while the CO2 / Amine reaction is slow therefore longer the amine solution stays in the absorber, the more CO2 will be taken in by the amine solution, so proper retention time should be given to remove these acids gases. This is the reason bubble cap tray column with appropriate diameter and weir plate height is selected for gas-amine contact. It has been found in studies that the reaction governing H2S removal from the sour gas is temperature dependent and the direction of equilibrium is shifted by temperature changes. In addition to temperature the partial pressure of the acid gases will also influence the equilibrium of the reactions. The sulphide and carbonate salts that are formed as a result of the chemical reactions are dissolved in the amine solution. Thus the rich amine solution at the bottom of the amine absorber is maintained and is a mixture of water, amine, amine sulphide & amine carbonate.
Selection of Amine
There are no hard and fast rules determining which solution to use for treating available natural gas with sweetening operation. Each amine has unique advantages and disadvantages. For example, a primary amine (MEA) is more reactive with CO2 than a secondary amine (DEA), which is in turn more reactive than a tertiary amine (MDEA) [8]. The process is selected on the bases of designed for the specific sweetening application. The main objective is to select the amine because it optimizes equipment size and cost and minimizes plant operating costs which include regeneration cost. Some of the factors to be considered in the selection of the proper amine for design or existing plant evaluation include:
- Types of impurities in the sour gas stream.
- Acid gas concentration in the sour gas and degree of removal required.
- Preference of an acid gas to react with the solution (acid gas selectivity).
- The total volume of sour gas to be treated.
- The cost of sweetening agents and plant costs.
- Operating conditions at which Natural Gas will be treated.
- The amount of amine circulation rate. We will use that amine solutions of which minimum concentration give higher efficiency.
- The reboiler/condenser duty should be minimized by use of an amine which requires a lower circulation rate, and/or which has lower heats of reaction with H2S and CO2.
- Loading capacity of types of amine for Carbon- dioxide.
Monoethanolamine (MEA)
Monoethanolamine also called 2aminethanol or ethanolamine is an organic chemical compound with the formula HOCH2CH2NH2. The molecule is both a primary amine and a primary alcohol (due to a hydroxyl group). Ethanolamine is a colorless and viscous liquid. Monoethanolamine is produced by reacting ethylene oxide with aqueous ammonia, the reaction also produces diethanolamine and triethanolamine. The ratio of the products can be controlled by changing the stoichiometric of the reactants. MEA is generally used as a 10 to 20 weight % solution in water. Aqueous solution of MEA is used as gas stream scrubbing liquid in amine treatment unit. The MEA reacts with acidic compounds dissolved in the natural gas stream turning the molecules into an ionic form, making them polar and considerably more soluble in a cold MEA solution, and thus keeping such acidic gases dissolved in this gas-scrubbing solution. Therefore, large surface area contact with such a cold scrubbing solution in a scrubber unit can selectively remove such acidic components as hydrogen sulfide (H2S) and CO2 from mixed gas streams. Due to corrosion problems, the acid gas loading is usually limited to 0.3 to 0.35 moles acid gas per mole of amine for carbon steel equipment. Loadings as high as 0.7 to 0.9 mole/mole have been used in stainless steel equipment with no corrosion problems. Although MEA itself is not considered to be particularly corrosive, its degradation products are extremely corrosive. MEA reacts with oxidizing agents such as COS, CS2, SO2, SO3, and oxygen to form the soluble products which must be removed from the circulating system to avoid serious corrosion problems. Degradation or deactivation of MEA also lowers the effective amine concentration but fortunately a reclaimer can recover most of the deactivated amine. Since MEA is a primary amine, it has a high pH which enables MEA solutions to produce a sweetened gas product containing less than 1/4 grain H2S per 100 SCF at very low H2S partial pressures. When MEA is used, essentially all of the CO2
must be absorbed to produce gas which meets the quarter grain H2S specification. It has been found that 10–45% of the total energy supplied to the stripper can be conserved because of the high CO2 loading of the solution using MEA [9]. Since the heat of reaction for MEA with CO2 is about 1.919 x 106 Joule/Kg and heat of reaction for MEA with H2S is 1.279 x 106 Joule/Kg, a feed gas containing high concentrations of CO2 will cause either extremely high reboiler duty or poor acid gas stripping as compare to gas containing high concentration of H2S. So it can be used more cheaply to remove H2S than CO2 form raw natural gas stream.
Diethanolamine (DEA)
Diethanolamine is an organic compound with the formula HN(CH2CH2OH)2. Pure diethanolamine is a white solid at room temperature but its tendency to absorb water and to supercool, mean it is often encountered as a colorless, viscous liquid. Diethanolamine is polyfunctional, being a secondary amine and a diol. Like other organic amines, diethanolamine acts as a weak base. DEA is soluble in water. In oil and gas refineries, a DEA in water solution is commonly used to remove hydrogen sulfide from sour gas. It has an advantage over a similar amine ethanolamine in that a higher concentration may be used for the same corrosion potential. This allows refiners to scrub hydrogen sulfide at a lower circulating amine rate with less overall energy usage which is obviously cost effective. Lower circulation rates associates with lower power requirements by pumps to circulate amine in gas sweetening unit. DEA is most commonly used in the 25 to 35 weight % range. It is approximately twice than the weight % range of MEA. The total acid gas loading for DEA is also limited to 0.3 to 0.35 mole per mole of diethanolamine. DEA can safely be loaded to equilibrium (~1 mole/mole) when using stainless steel equipment or when using inhibitors. Also the degradation products of DEA are much less corrosive than those of MEA. Exposure to oxygen forms corrosive acids and COS and CS2 may react irreversibly with DEA to some extent. DEA is not reclaimable in most units because at atmospheric pressure it decomposes below its boiling point and vacuum reclaimers have proved operationally unreliable.
Since DEA is a secondary alkanolamines, it has a reduced affinity for H2S and CO2 and may not be able to produce pipeline specification gas for some low pressure gas streams. In general, as the gas pressure is lowered, the stripping steam must be increased or a split flow design must be used. In some cases, even these measures will not suffice and another solvent must be used. Under some conditions, such as low pressure and a liquid residence time on the tray of about 2 seconds, DEA is selective toward H2S and will permit a significant fraction of the CO2 to remain in the sales gas. The heat of reaction for DEA with CO2 is 1.519 x 106 Joule/Kg, which is about 25% less than for MEA. The heat of reaction of DEA with H2S is 1.189 x 106 Joule/Kg. Diethanolamine have proven satisfactory in aforementioned service but they have some disadvantages like degradation by carbon dioxide at elevated temperature and very high corrosion rate at concentration above 20% by weight [10]. The MEA and DEA are very reactive and thus are able to absorb acid gases at a fast rate. However, the maximum CO2 loading capacities of MEA and DEA solutions are less than that of other amine solutions, such as DGA [11].
Methyl-Diethanolamine (MDEA)
Methyl diethanolamine is a clear, colorless liquid with an ammonia odor. It is miscible with water and alcohol. Methyl-diethanolamine is also known as N-methyl diethanolamine and more commonly as MDEA. It has the formula CH3N(C2H4OH)2. MDEA is a tertiary amine and is widely used as a sweetening agent in oil refinery, syngas production and natural gas. The MDEA is unable to react directly with CO2, because it cannot form a reaction product (such as the carbamated form that results with primary and secondary amines). MDEA is commonly used in the 20 to 50 wt % range. Lower weight % solutions are typically used in very low pressure, high selectivity applications. Due to considerably reduced corrosion problems, acid gas loading as high as 0.7 to 0.8 mole/mole is practical in carbon steel equipments. Higher loadings may be possible with few problems. Exposure of MDEA to oxygen forms corrosive acids which, if not removed from the system, can result in the buildup of iron sulfide in the system. MDEA has several distinct advantages over primary and secondary amines which include lower vapor pressure, lower heats of reaction (1.396 x 106 Joule/Kg CO2 and
1.214 x 106 Joule/Kg H2S), higher resistance to degradation, fewer corrosion problems and selectivity toward H2S in the presence of CO2. Hydrogen sulfide (H2S) reacts directly with the MDEA to give an amine salt (methyldiethanolamine sulphide) as per the following reversible exothermic reaction [12]:
$$ \mathrm {H O} \mathrm {C O} \mathrm {N} \mathrm {C} \mathrm {N} \mathrm {C} \mathrm {O} + \mathrm {H} _ {2} \mathrm {S} \rightleftharpoons \left[ \mathrm {H O} \mathrm {C O} \mathrm {N} \mathrm {C} \mathrm {N} \mathrm {C} \mathrm {O} \right] ^ {+} \mathrm {H S} ^ {*} $$ This is a direct proton transfer instantaneous reaction in an ionized medium. Its rate is very fast or infinite for all amines. To achieve selective desulphurization of acid gas streams using MDEA, the gas-liquid contact time in the absorber should be such long that it removes H2S [12]. Depending on the application, some of the advantages have special significance. For example, due to its lower heat of reaction, MDEA can be employed in pressure swing plants for bulk CO2 removal. In a pressure swing plant, the rich amine is merely flashed at or near atmospheric pressure and little or no heat is added for stripping. At the present time, the overwhelming advantage that MDEA possesses over the other amines is that it is readily selective toward H2S in the presence of CO2. At high CO2/H2S ratios, a major portion of the CO2 can be slipped through the absorber and into the sales gas while removing most of the H2S. The enhanced selectivity of MDEA for H2S results from the inability of tertiary amines to form a carbamate with CO2. MDEA does not have a hydrogen attached to the nitrogen and cannot react directly with CO2 to form carbamate. The CO2 reaction can only occur after the CO2 dissolves in water to form a bicarbonate ion which then undergoes an acid-base reaction with the amine. MDEA can, however, react with H2S by the same proton transfer mechanism of primary and secondary amines. Selective absorption of H2S can be enhanced by optimizing absorber design to obtain a liquid tray residence time between 1.5-3.0 seconds and by increasing the temperature in the absorber. Both of these conditions favor H2S absorption with CO2 rejection. The chemical equilibrium capacity of MDEA for CO2 is very high, approaching one mole per mole at high CO2 partial pressures [13].
Mixed Amine
Mixtures of amines are generally mixtures of MDEA and DEA or MEA and are used to enhance CO2 removal by MDEA, as described by Polasek, Bullin, and Iglesias-Silva (1992) [14]. Such mixtures are referred to as MDEA- based amines with DEA or MEA as the secondary amine. The secondary amine generally comprises less than 25% of the total amine on a molar basis. At lower concentrations of MEA and DEA, the overall amine concentration can be as high as 50 wt % without the implementation of exotic metal equipment. MDEA-based mixtures are normally used to increase the CO2 pickup in cases where the MDEA is allowing too much CO2 to slip overhead in the absorber. Spiking the MDEA with MEA or DEA to achieve the desired CO2 pickup is often advantageous over a complete amine switch out to a DEA or MEA system because the MDEA regenerator reboiler may be undersized for the DEA or MEA system. Amine mixtures are particularly useful for lower pressure applications since the MDEA becomes less capable of picking up sufficient CO2 to meet pipeline specifications at lower pressures. At higher pressures, amine mixtures appear to have little or no advantage over MDEA. Mixed amines are also useful for cases where the CO2 content of the feed gas is increasing over time due to field aging. Operating problems associated with mixed amines are determining and maintaining amine mixture concentration. It has been reported earlier that by using amine blends in circulation rate and regeneration energy requirement could be reduced by 20% [15].
Summary and Conclusion
Many factors must be considered while selecting an appropriate amine for a sweetening process. The initial selection is based on the pressure of available gas, the composition, molar flow, temperature of the gas to be treated, acid gas content of the sour gas and the purity specification of the sales gas as well. Secondly it is very important to consider the loading capacity of amine along with its circulation rate and regeneration cost. As different process conditions have been studied and proven with each amine, they have become widely accepted in the gas processing industry. Based on all the studies and operating conditions, MEA is usually not the first amine considered due to its high heat of reaction and lower acid gas carrying capacity per gallon of solution. However, MEA is still used for chemical plants where the inlet gas pressure is low and pipeline specification gas or total removal of the acid gases is desired. As operating skills was broadened during the early 1970’s for DEA, it became the "workhorse" of the chemical industry due to its lower heats of reaction, higher acid gas carrying capacity and resultant lower energy requirements. DEA could also have potential for selective H2S removal from streams containing CO2 under certain conditions. Depending on the application, MDEA has some outstanding capabilities. Due to its low heat of reaction, it can be used in pressure swing plants for bulk acid gas removal. MDEA is currently best known for its ability to preferentially absorb H2S and is used in gas sweetening unit in Focus Energy Plant (Rajasthan, India), since it is desirable to slip as much H2S as possible while absorbing the maximum amount of CO2. Mixed amines are typically mixtures of MDEA and DEA or MEA which enhance CO2 removal while retaining desirable characteristics of MDEA such as reduced corrosion problems, low amine flow rate and low heats of reaction.
References
-
Roy PS, Amin MR (2011) Aspen-HYSYS Simulation of Natural Gas Processing Plant. Journal of Chemical Engineering 26(1): 62-65.
-
Alonso TV (2010) High efficiency on CO2 removal in natural gas with UCARSOL TM Solvents. Rio oil Gas Expo Conf p: 1-8.
-
Holmes JW, Spears ML, Bullin JA (1984) Sweetening LPG’s with Amines. Bryan Res Eng Inc p: 1-8.
-
Operating Conditions of Natural Gas Sweetening Plant Verified by Process Engineer Saqib Yar Khan at Focus Energy Limited, Jaisalmer, India.
-
Bergel M, Tierno I (2009) Sweetening Technologies–a Look at the Whole Picture, 24th World Gas Conf, Argentina, p: 1-17.
-
Bullin JA, Polasek J (2006) Selective Absorption Using Amines. Bryan Research & Engineering Inc p: 1-8.
-
Norrie (2010) Principle of Gas Sweetening With Amine Solution. Gas Dehydration by Low Temperature Separation p: 1-19.
-
Spears ML, Hagan KM, Bullin JA, Michalik CJ (1996) Converting to DEA/MDEA mix ups sweetening capacity. Oil Gas J p: 1-7.
-
Luis P (2016) Use of monoethanolamine (MEA) for CO2 capture in a global scenario: Consequences and alternatives. Desalination 380: 93-99.
-
Butwell KF, Charles RP (1975) Performance of Gas Purification Systems Utilizing DEA Solutions. Gas Conditioning Conference p: 1-19.
-
Bae HK, Kim SY, Lee B (2011) Simulation of CO2 removal in a split-flow gas sweetening process. Korean J Chem Eng 28(3): 643-648.
-
Pal P, AbuKashabeh A, Al Asheh S, Banat F (2015) Role of aqueous methydiethanolamine (MDEA) as solvent in natural gas sweetening unit and process contaminants with probable reaction pathway. J Nat Gas Sci Eng 24: 124-131.
-
Weiland RH, Seagraves J (2009) Treating high CO2 gases with MDEA process modelling using accurate simulation. Optimized Gas Treating.
-
Polasek JC (1992) Inglesias-Silva GA, Bullin JA (1992) Using mixed amine solutions for gas sweetening. Proc Annu Conv Process Assoc p: 58-63.
-
Mohamadirad R, Hamlehdar O, Boor H, Monnavar AF, Rostami S (2011) Mixed Amines Application in Gas Sweetening Plants. Chem Eng Trans 24(20): 265-270.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model