Determination of Rotor Power Consumption in a Thin Film Scraped Surface Heat Exchanger
Scraped surface heat exchangers (SSHE) are prevalent in the food industry to heat/cool viscous fluids and to provide enhanced mixing. The present study was undertaken to determine the power consumption for different blade assembly configurations for the first stage and second stage SSHE. Milk was concentrated from 15% to 26% total solids using first stage SSHE and 32 to 52% total solids using second stage SSHE. Effect of number of blades (2,4,6) weight of blades (1.6, 1.75, 2.0 kg) and (1.75, 2.0 kg, 2.25 kg ) and rotor speed (150, 175, 200 rpm) and (125,150, 175 rpm) was investigated on power consumption (W) using Response Surface Methodology for the first stage and second stage SSHE. The results show that power consumption increased linearly with increase in number of blades as well as rotor speed. Power consumption varied from 420 to 734 W for the first stage SSHE and it varied from 448 to 755 W for the second stage SSHE for all weight of the blades.
Dhruv juyal*, IK Sawhney, AK Dodeja and PS Minz
Dairy Engineering Division, ICAR-National Dairy Research Institute, Karnal, india *Corresponding author: Dhruv Juyal, Dairy Engineering Division, ICAR-National Dairy Research Institute, Karnal, India, Tel: 916260144109, Email: dhruvjuyal@gmail.com
Introduction
Scraped Surface Heat Exchanger (SSHE) is a device used in processing highly viscous and sticky products which are mostly found in food and chemical industries [1].
For handling of high viscosity products with or without particles, the products that tend to foam and foul the heat transfer surface and·heat sensitive products, the scraped surface heat exchangcr (SSHE) is the most suitable [2]. Scraped surface heat exchangers (SSHEs) have been in use in food and chemical industries for many years because of their unique characteristics of handling difficult process fluids [3]. Scraped surface heat exchangers (SSHEs) are one of the most versatile pieces of processing equipment. SSHEs handle products that are viscous, that contain particles, and that tend to deposit and form films on the heat transfer surface. Operational versatility makes SSHEs especially attractive for food processors [4]. In these heat exchangers, the product to be heated/cooled flows axially in an annular section between a stationary outer cylinder and a powered coaxial rotor. The inner wall of the outer cylinder is periodically scraped by blades attached to the rotor, while the heating or cooling fluid circulates into the external jacket, which is generally equipped with flow baffles [5]. Scraped-surface heat exchangers are usually applied for (i) processing of viscous materials, where the scraper action serves to increase heat transfer, and (ii) processing crystallizing media, where the scraper mechanism is installed in order to prevent scaling, i.e. undesired growth of a crystal layer on the heat exchanger wall [6]. For food processors, SSHEs provide a way to control the microstructure via effective regulation of shear rates. There has been some advancement in this aspect of SSHEs where shear rates have been linked directly to food microstructures [7, 8]. SSHEs are mechanically aided, turbulent film heat exchangers. The rotating scraper blades continually remove any deposition on the heat exchanger surface, thereby maintaining the heat transfer rate and enabling extended runs without fouling [9]. Scraped surface heat exchanger (SSHE) is more suitable for heat transfer to viscous and heat sensitive products. The mechanical action of blades on the heating surface safeguards against fouling, reduces the width of residence time distribution (RTD) and facilitates processing of difficult products in general [10]. SSHE may present different geometrical designs and innovative solutions can be implemented to operate under specific conditions or to improve selected features of the exchanger, as the heat transfer coefficient or the power consumption [11]. The scraped surface heat exchangers (SSHE) can be distinguished by two modes of operation, Liquid full operation: when the heat exchanger contains a pool of liquid, Thin film operation: In this case, the liquid moves along the heat transfer surface as a thin film. The thin film scraped surface heat exchangers can further be classified as, Wiped film unit: where a fixed gap exists between the rotating blades and heat transfer surface. Scraped thin film unit: where clearance between blades and heating surface varies [12].
A thin film SSHE consists of a jacketed pipe. Inside the pipe is a rotor to which blades are attached. The blades move over the surface maintaining a very close clearance. The clearance of blades would be such that centrifugal force of the blade is balanced by hydrodynamic force developed in liquid film. The blades besides forming a thin film of the product on the surface. Also agitate it violently thereby improving thermal performance of the unit. Heating medium, normally steam condenses in the jacket [2]. The versatility of an SSHE also lies in the use of different heat transfer media (i.e., water, brine, steam, freon, and ammonia) for the products that require remarkably different processing i.e., mixing, emulsification and whipping [13] When viscous liquids are cooled or heated in a scraped-surface heat exchanger of the type that is completely filled with the liquid (further referred to as SSHE), the power consumption can be very high [14]. Rotor power consumption is the largest single factor influencing operational cost as there is hardly any pressure drop due to fluid flow in thin film SSHE. The power supplied to rotor is consumed in accelerating the product that enters the heat exchanger to the rotor speed, (inertia forces), overcoming viscous and surface tension forces of the product in generating large surface and agitating the product film [2]. Practically, no appropriate design correlation is available for sizing a prime mover for a horizontal thin film SSHE. It has been reported that the power input to the rotor is mainly consumed in internal friction and turbulence in the liquid. Therefore, essentially, it is a function of viscosity [3]. The total power required for rotation consists of the power required to maintain the rotational flow in the annulus and the power required to rotate the blades. The total power is mainly controlled by the design of the blades. However, most papers have not presented details on the blade design and the differences between predicted powers are tremendous. The maximum power requirements occur at laminar flow and experiments can be extended by an equation to higher rotational speeds and higher viscosities provided that the blade design and flow regime are the same. With laminar flow, the mechanical power required to rotate the shaft and blades is considerably and can exceed 10% of the heat-transferred power in SSHEs. With vortex flow, the mechanical power can usually be ignored in comparison with the heat transferred power [15]. In a three stage SSHE, as scraper speed increases, electric power consumption also increases. This is because increasing scraper speed increases work load on scraper motor and hence led to higher power consumption [16].
Material and Methods
Experimental Set Up
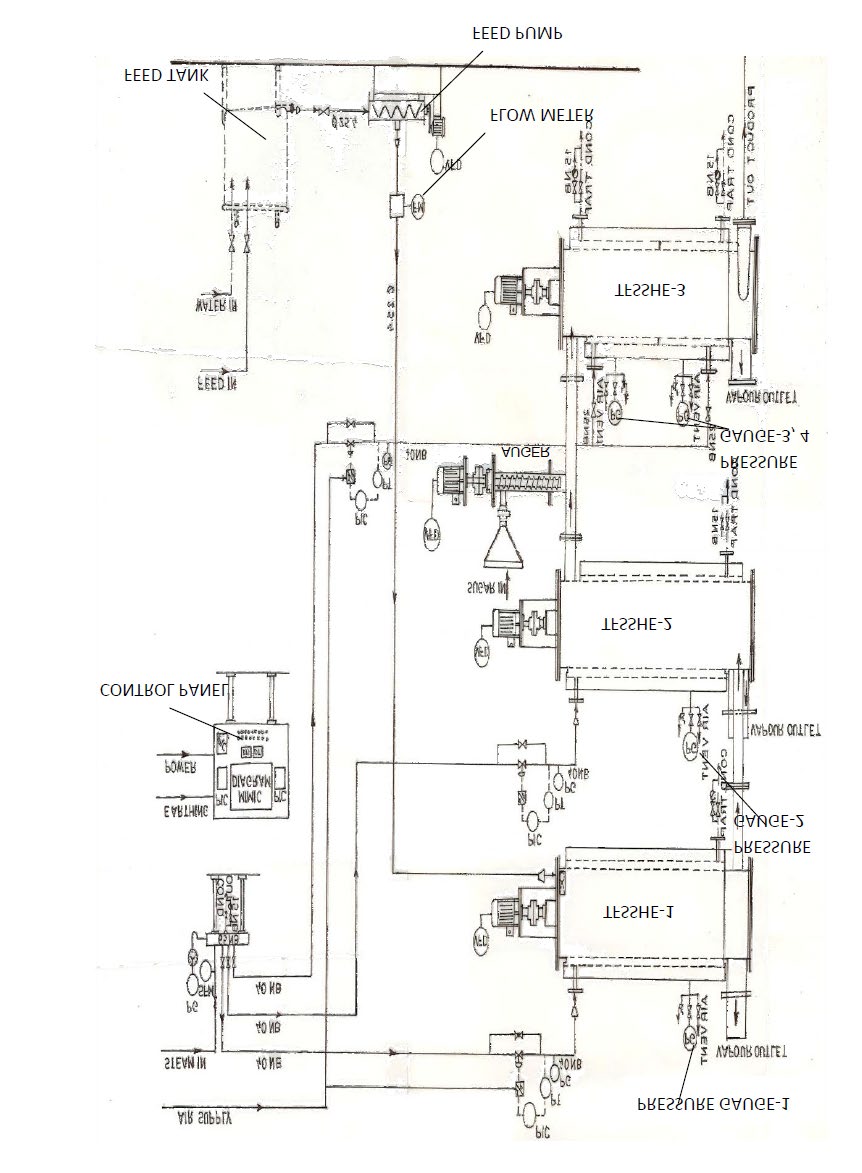
The present study was carried out in first and second stage of three stages scraped surface heat exchanger system [16, 17]. The setup consist of three horizontal cylindrical scraped surface heat exchanger shells which is installed in a cascade fashion to make the design compact and save space. The shell of scraped surface heat exchanger is jacketed for steam supply. This facilitates easy transfer of milk from one cylinder into the other. The scraper speeds and the operating steam pressures in all the three stages can be varied and controlled separately. The shell was designed to operate at a maximum steam pressure of 4.903 bar. Jacket is provided with separate steam pressure gauge, spring loaded safety valves and vent cock. The scraper assembly was modified to have provision to fit 2-6 blades as per requirement (Figure 1). The scraper assembly was mounted on roller bearing housed in end cover of the scraped surface heat exchanger shell.
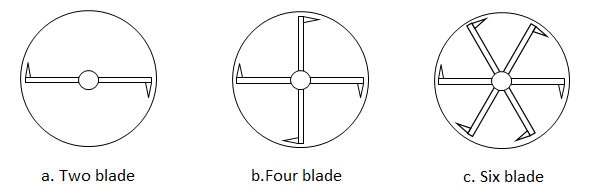
Scraper Blade Assembly
The objective of designing new blade assembly was to study the effect on power consumption. The scraper blade assembly was modified to fix two to six blades at equal angular distance (Figure 1). The blades were designed using the following equations:
i) Weight of blade WB = Ds x Ac x L…..(1)
Where, WB = Weight of blade, kg Ds = Density of stainless steel, kg/m3 Ac = Cross-sectional area of blade, m2 L = Length of blade, m ii) Cross-sectional area of blade Blade configuration and cross-sectional area of blade are shown in figure 2. The cross-sectional area can be calculated using the following equation:
Ac = 0.25 π (y1 t) + y2 t …..(2)
Where, t = thickness, m y1 = Width of curved section, m y2 = Width of rectangular section, m
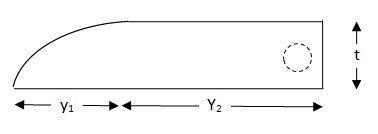
Table 1 shows the different blade configurations.
| Weight of each blade (kg) | Number of blades | Total weight of blades(kg) | |
|---|---|---|---|
| 1 | 1.6 | 2 | 3.2 |
| 2 | 1.6 | 4 | 6.4 |
| 3 | 1.6 | 6 | 9.6 |
| 4 | 1.75 | 2 | 3.5 |
| 5 | 1.75 | 4 | 7 |
| 6 | 1.75 | 6 | 10.5 |
| 7 | 2 | 2 | 4 |
| 8 | 2 | 4 | 8 |
| 9 | 2 | 6 | 12 |
| 10 | 1.75 | 2 | 3.5 |
| 11 | 1.75 | 4 | 7 |
| 12 | 1.75 | 6 | 10.5 |
| 13 | 2 | 2 | 4 |
| 14 | 2 | 4 | 8 |
| 15 | 2 | 6 | 12 |
| 16 | 2.25 | 2 | 4.5 |
| 17 | 2.25 | 4 | 9 |
| 18 | 2.25 | 6 | 13.5 |
Table 1: Different design configuration of scraper blade assembly of first stage and second stage SSHE.
Measurement of Power
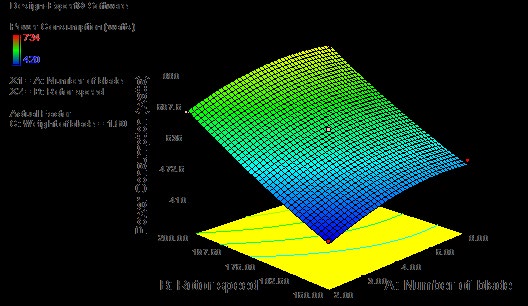
Buffalo milk (6% fat and 9% SNF) was used in the study and milk flow rate was kept constant at 190-195 kg/hr for the first and second stage of the three stage scraped surface heat exchanger. Experiments were planned using response surface methodology in Stat Ease Design Expert (v. 8.0) software and statistical analysis was performed (Figure 3).
A circuit board was used to connect Wattmeter between control panel and motors of feed pump, and motors of different scraped surface heat exchangers. Connections were made in such a manner that keeping the switches “ON” bypassed the power supply for sockets hence wattmeter if connected did not show power consumption reading. Power consumption was measured by connecting wattmeter to the socket and then bypass was switched “OFF”. The readings were taken considering the following Wattmeter factor: Wattmeter factor = VIP/S = 24 …..(3) where, Voltage = 250 V, I = Current = 5 A, P = 3 phase S = Full scale reading = 156.25
Results and Discussion
Effect of Variable Parameters on Power Consumption
Power consumed by first stage and second stage motor was measured for different number of blades, weight of the blades and scraper blade speed. Effects of different variables on the power consumption are represented in graphical forms (Figures 4-9). It is evident that as scraper speed increases power consumption also increases. It can be observed from graph that power consumption is higher for higher speed. This is because increasing scraper speed increases work load on scraper motor and hence led to higher power consumption [16]. It was observed that increase in power consumption due to scraper speed was more than as affected by number of blades. Increase in power consumption due to increase in scraper speed can be attributed to increase in friction of blades and internal SSHE surface.
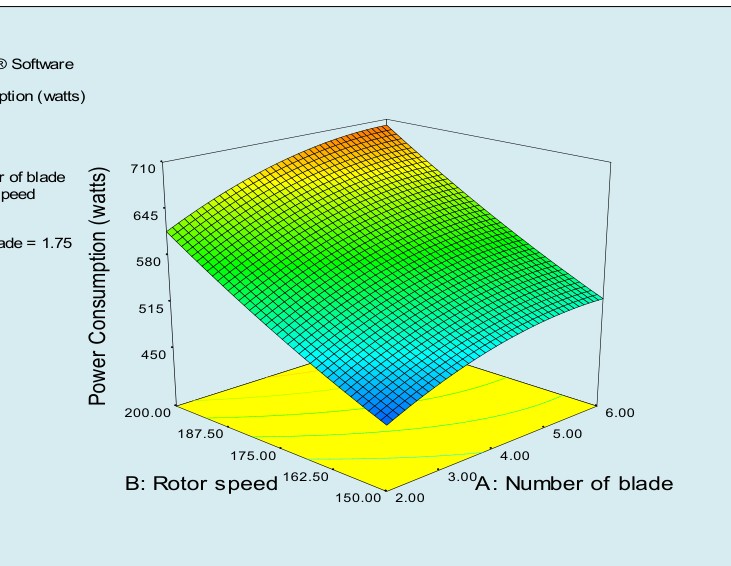
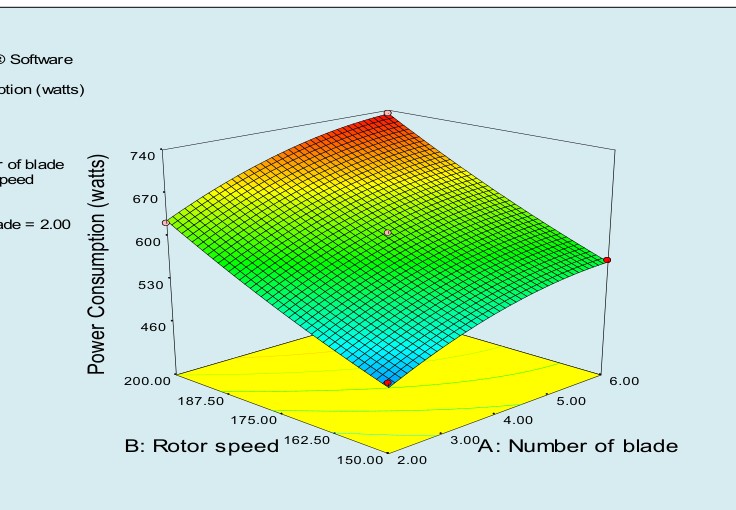
Effect of Number and Weight of Blades on Power Consumption for First Stage SSHE
The effect of increasing the number of blades is similar to that of increasing the rotor speed. The power consumption increased by 5.63% and 12.42% when the number of blades increased from 2 to 6 respectively. As shown in the Figure 4, when weight of the blade of first stage TFSSHE was kept at calculated center point (1.6 kg), with an increase in scraper speed and number of blades of SSHE, power consumption increased significantly. Power consumption was in the range of 420 to 668 W for 1.60 kg weight of blade, 450 to 694 W for 1.75 kg weight of blade and 476 to 734 W for 2 kg weight of the blade respectively. Model for Power Consumption: On the basis of fit summary, quadratic model was selected for power consumption. The
coefficients of estimate obtained as a result of response analysis, for each of the first order, second order and interaction terms are indicated in Table 2. The coefficient of determination (R2) was more than 0.9909, indicating that the fitted quadratic model accounted for more than 99.09% of the variation in experimental data and the model was highly significant. Adequate precision value, a measure of the signal to-noise ratio was found to be 46.337 which was appreciably higher than 4.00. This indicates that model may be used to navigate the design space. The coefficient estimates of power consumption in terms of quadratic order for all the three factors are shown in Table 2. The effect of number of blades, rotor speed and weight of blades were found significant (P<0.05). Multiple regression equation generated to predict power consumption is as follows:
Power consumption (Watt) = -1329.75314+10.366*A- 0.70634*B +1643.01040*C +0.08*AB +20.776*AC -0.47642*BC-5.17045*A2+0.013309*B2-411.038*C2 …..(4)
| Parameters | Power consumption (W) |
| Intercept | -1329.75314 |
| A- Number of blades | 10.766 |
| B- rotor speed | -0.70634 |
| C- Weight of blades | 1643.01 |
| AB | 0.08 |
| AC | 20.776 |
| BC | -0.47642 |
| A² | 5.17045 |
| B² | 0.013309 |
| C² | -411.038 |
| Model F-value | 121.49 |
| R² | 0.9909 |
| Lack of Fit | NS |
| APV value | 46.337 |
Table 2: Regression coefficients of quadratic model for effect of various parameters on power consumption (W).
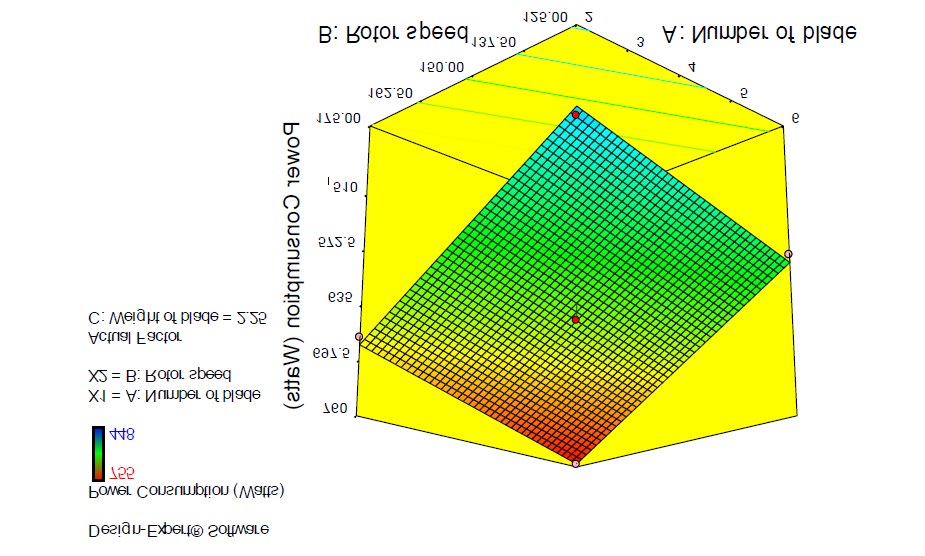
Effects of Process Parameters on Power Consumption for Second Stage SSHE
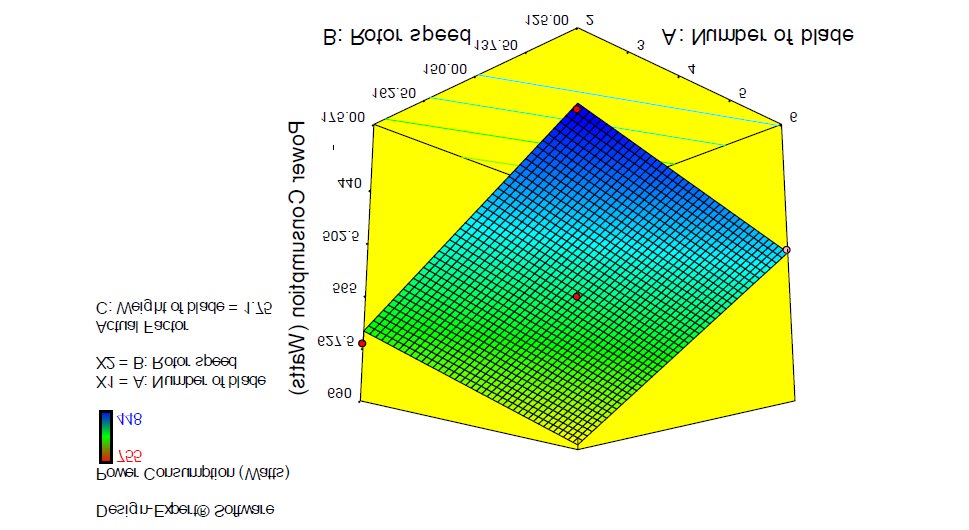
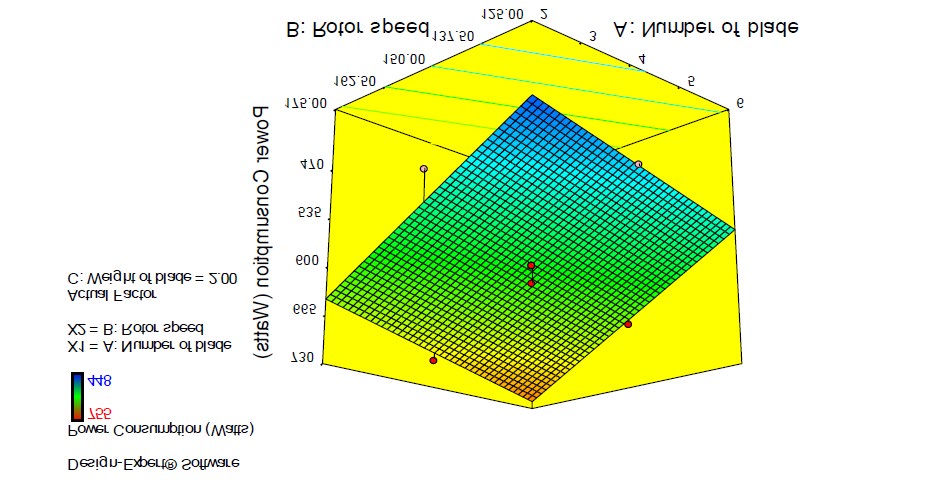
There was steep rise in power consumption with increase in scraper speed as compared to the number of blades (Figures 7-9). It was also observed that power consumption increased with increase in weight of blade. The increase of power consumption with number and weight of blade and rotor speed might be due to fact that power input to the rotor is mainly consumed in internal friction and turbulence in the liquid. Power consumption was in the range of 523 to 755 W for 2.25 Kg, 472 to 718 W for 2 kg and 448 to 668 W for 1.75 kg weight of the blades, respectively. Power consumption was maximum for the combination 6 number of blades, 175 rpm scraper speed and 2.25 kg weight of blade.
Model for Power Consumption
The linear model for power consumption was obtained through successive regression analysis. The coefficient estimates of power consumption in terms of quadratic order for all the three factors are shown in Table 3. The interaction effect of number of blades, rotor speed and weight of the blades is found to be significant (P<0.05). Linear regression equation to predict the power consumption as affected by different factors in terms of actual factors is as follows:
Power consumption (Watts) = -266.60 +18.55*A+ 3.3480*B + 144.800*C…...(5)
The model F-value for power consumption was 136.20 which was more than the table F-value (P<0.05) and the coefficient of determination (R2) was more than 0.9623, indicating that the fitted linear model accounted for more than 96.23% of the variation in experimental data and the model was highly significant. The adequate precision which measures the signal to-noise ratio was found to be 45.588 which was appreciably higher than 4.00 for power consumption for high precision ability.
| Parameters | Power consumption (W) |
|---|---|
| Intercept | -266.60 |
| A- Number of blades | 18.55 |
| B- rotor speed | 3.3480 |
| C- Weight of blades | 144.800 |
| Model F-value | 136.20 |
| R2 | 0.9623 |
| Lack of Fit | NS |
| APV value | 45.588 |
Table 3: Regression coefficients of fitted linear model for effect of various parameters on power consumption (W).
Chauhan [19] found out that electric power consumption for three stage SSHE in first, second, third stage and feed pump motor of TF-SSHE during the manufacture of burfi. It was found to increase with increase in scraper RPM, which varied from 372 to 588 W, 360 to 876 W, 54 to 192 W and 174 to 288 W, respectively.
Dodeja & Deep [16] found that Electric power consumption for first, second, third stage and feed pump motor of TF-SSHE varied from 360 to 480W, 348 to 876W, 60 to 144W and 228 to 300W during the manufacture of danedar khoa respectively.
Conclusion
The power input to the rotor is essentially required to overcome the inertial forces of the rotor and viscous and surface tension forces to form the film on the surface of the SSHE. The power consumption increases with increasing speeds and with number of blades. Conforming to the mechanical strength and geometry of the blade, the mass of the blade should be low to limit the power consumption [3].
Acknowledgments
The Authors are thankful to National Dairy Research Institute, Karnal for providing facilities for research.
References
-
Ali S, Baccar M (2016) 3D CFD Analysis of heat transfer in a scraped surface heat exchanger for Bingham fluids. Proceeding 12th International Conference on heat transfer, fluid mechanics and thermodynamics, pp: 1274-1278.
-
Abichandani H, Sarma SC (1989) Power requirement during concentration of milk and cream in horizontal thin-film scraped surface heat exchanger. Indian Journal of Dairy Science 42(2): 155-158.
-
Abichandani H, Sarma SC (1988) Heat transfer and power requirements in horizontal thin film scraped surface heat exchangers. Chemical Engineering Science 43(4): 871-881.
-
Darlington R (1972) Heat transfer and heat exchangers [in the food industry]. Food Manufacture 47: 33-34.
-
Rainieri S, Bozzoli F, Cattani L, Vocale P (2014) Parameter estimation applied to the heat transfer characterization of scraped surface heat exchangers for food applications. Journal of Food Engineering 125: 147-156.
-
De Goede R, De Jong EJ (1993) Heat transfer properties of a scraped-surface heat exchanger in the turbulent flow regime. Chemical Engineering Science 48: 1393-1404.
-
Regand A, Goff HD (2002) Effect of biopolymers on structure and ice recrystallization in dynamically frozen ice cream model systems. Journal of Dairy Science 85(11): 2722-2732.
-
Spiegel T (1999) Whey protein aggregation under shear conditions effects of lactose and heating temperature on aggregate size and structure. International Journal of Food Science and Technology 34: 523-531.
-
McDonald DP (1974) Process plant for food is different. Food Manufacture, pp. 35-37.
-
Dodeja AK, Sarma SC, Abichandani H (1989) Thin film scraped surface heat exchanger and plate heat exchanger-a comparative study. Indian Journal of Dairy Science 42: 757-759.
-
D Addio L, Carotenuto C, Di Natale F, Nigro R (2013) Heating and cooling of hazelnut paste in alternate blades scraped surface heat exchangers. Journal of Food Engineering 115(2): 182-189.
-
Dodeja AK, Sarma SC, Abichandani H (1990) Heat transfer during evaporation of milk to high solids in thin film scraped surface heat exchanger. Journal of Food Process Engineering 12(3): 211-225.
-
Rao CS, Hartel RW (2006) Scraped surface heat exchangers. Critical Reviews in Food Science and Nutrition 46: 207-219.
-
Trommelen AM, Beek WJ (1971) The mechanism of power consumption in a votator” f-type scraped-surface heat exchanger. Chemical Engineering Science 26(12): 1977-1986.
-
Harrod M (1986) Scraped surface heat exchangers- a literature survey of flow patterns, mixing effects, residence time distribution, heat transfer and power requirements. Journal of Food Process Engineering 9: 1-62.
-
Dodeja AK, Deep A (2012) Mechanized manufacture of danedar khoa using three stage scraped surface heat exchanger. Indian Journal of Dairy Science 65: 274-284.
-
Singh AK, Dodeja AK (2012) Manufacture of basundi using three stage scraped surface heat exchanger. Indian Journal of Dairy Science 65: 197-207.
-
Juyal D, Sawhney IK, Dodeja AK, Minz PS (2017) Design aspect of scraper blade assembly for enhancing film heat transfer coefficient of scraped surface heat exchanger. Journal of Food Process Engineering 40(2): e12408.
-
Chauhan IA (2009) Performance evaluation of three stage scraped surface heat exchanger for continuous manufacture of burfi. M. Tech. Thesis, National Dairy Research Institute, Karnal, Haryana.
- The Role of Podocyte Apoptosis and the Involvement of SIRT1 in Diabetic Nephropathy
- Dealcoholization of Beer by Osmotic Distillation for the Beverage Industry
- Biopolymer-Based Edible Packaging- Biomaterials, Methods, and Applications in Food Industry: An Updated Review
- Influence of Bioprocessing Methods on 'China Rice' (Gawal R1), and Soyabean Supplementation on the Quality of Complementary Food
- Cassava (Manihot esculenta) Varietal Growth, Yield and Cyanide Content Performance in Three Sites in the South- Eastern Semi Arid Regions of Kenya
- Food Waste Treatment, Recycling, Management and Production of Value-Products-An Update on Methodologies and Current Trends