Optimization of Reaction Conducting Efficiency by using the Potential of Column Catalytic Reactor
The paper intends for art of running heterogeneous-catalytic chemical reactions with high efficiency using column catalytic reactor with fixed catalyst layer. Described are potential possibilities of this undervalued apparatus to satisfy conditions for selective running of first step in multistep irreversible or reversible reactions in liquid-gas/vapor flow. Minor changes of working regime and construction of the apparatus discussed with the aim to increase the indexes. The idea of these changes is to suppress side reaction steps using due space localization and segregation of reaction participants. As a result, the needed reagents only have possibility for good contact with catalyst and each other. These features may straightly relate to reactionrectification, but realizes much cheaper. The examples chosen for demonstration are Ipatieff’s alkylation of benzene with propylene on “solid acid” and so called “selective hydrogenation” of acetylenes and conjugated dienes.
Introduction
The art of conducting chemical reactions efficiently is very old. It is probably the main appointment of the chemical technology as science and technics. The reason lies mainly in the economic area-technologists must perform reactions in the cheapest manner. In other case, other technologists win the competition, and they will conduct chemical reactions in their own way.
Vladimir Ipatieff is the well-known name in the world community of chemical technologists. By the power of Fortune he objectively became the founder of petro-chemistry, and just for its needs the founder of the chemical engineering- creation of flow catalytic autoclaves-prototypes of modern column apparatus with fixed catalyst layer working under high pressure and temperature (hereinafter column catalytic reactor CCR). The example is the classic reactor for isopropyl benzene (IPB, cumene) synthesis by benzene alkylation with propylene on so-called “solid acid” - aluminum γ-oxide as carrier, the pores of which filled with phosphorous or poly phosphorous acid [1]. It maybe is the first CCR in the world. The reaction proceeds under high pressure and temperature. Reaction mixture consists of liquid and vapor, which probably are in vapor-liquid equilibrium in every volume element of CCR, because it establishes by far quicker than reaction proceeds.
It is common knowledge that at using CCR the reaction accompanies by formation of unwanted isomers of diisopropyl benzenes (DIPB). In other words the second reaction step goes-alkylation of IPB by propylene up to DIPB isomers. Following is the formation of quite unwanted products-poly isopropylbenzenes (PIPB). DIPB recovers by transformation into IPB in reaction with benzene but for PIPB it is not realizable. To minimize DIPB and more heavy products formation one can use commonly known technological approaches based on kinetics of reaction steps of alkylation in the presence of acid catalysts. They are the next: limitation of propylene conversion level, increasing of benzene to propylene ratio, selection of catalysts and carriers, temperature optimization etc. All these ways by themselves are technologically efficient but result in additional costs, for instance to DIPB recycle, for second reactor to react it with benzene etc. It worsens economical indexes, which, as everyone knows, must tend in the limit to indexes of the process at stoichiometric ratio of reagents and complete conversion into desired product. Let us remain that examined reaction is reversible.
The known solving of the problem consists of using reaction-rectification [2]. In this case, the space segregation of reaction participants strongly minimizes the contact of IPB with propylene, and further formation of DIPB and PIPB. Selectivity upon benzene reaches 99%. Naturally, the process economics burdens by capital investments for reaction- rectification column and operational expenses for heating, cooling etc. Therefore, the motivation to develop less cost expansive and economically more efficient decisions remains actual task.
One can found such decisions by detailed analysis of published in scientific and technical literature results concerning dependences of CCR indexes during IPB synthesis upon various factors of process conducting. We expect this approach can give fruitful technological and economical improvements.
Thus, the aim of present publication consists in finding the ways to improve the efficiency of chemical reaction conducting by modernization of CCR and its exploitation conditions to enhance its technological and economical indexes. The tasks for approaching of formulated aim do not include mathematical modeling of sought apparatus because any model is concrete by choice of suppositions, simplifications and other engineering and mathematical concretizations of formulated problem. In opposition, we intend revelation of principal decision details not questioned by their realizability both in presented examples of chemical processes and in close by structure cases. They base on thermodynamics and kinetics of the reaction under examination. We proceed from the opinion that CCR is undervalued apparatus by its technological and economic possibilities because minor changes of its construction and working regimes promise considerable effect in technology and economics.
Materials and Methods
Norbornadiene (ND) dried over sodium wire and distilled before the study; the solvents n-heptane (standard, KhIMMED) and n-nonane (internal standard, reagent grade for chromatography, REAKhIM) used without additional purification. Gaseous hydrogen (grade A, 99.99%, GOST 3022-80) used without additional purification.
Heterogeneous catalyst was an industrial core-shell palladium catalyst PK-25 (TU 38.102178-96) (0.25% Pd/γ-Al2O3, specific surface area 220 m2/g, particle size 0.1-0.2 mm by grinding and sieving) usually used for selective hydrogenation (removal) of acetylene and diene hydrocarbons impurity in pyrolysis products. The ND: Pd ratios were 0.4-1.8 M : 0.3 mM. Temperature interval was 30- 76 °C.
A sample of the PK-25 catalyst (0.50 g) reduced in a hydrogen flow (4 L/h) for 180 min at the temperature of experiment. The catalyst granules became black. Kinetic experiments for ND hydrogenation ran in a 100-mL static batch reactor with a reflux condenser and a sampler at a shaking frequency above 6.3 Hz. The process occurs without noticeable diffusion limitations. The components of the mixture identified using an Agilent 5973N chromato-mass spectrometer (Agilent Technologies, United States) with an Agilent 6890 attachment (electron impact ionization, Agilent 122-5536 DB-5ms column).
The reaction mixture sampled at intervals of 1.5-5 min. Samples analyzed on a Kristall 2000M chromatograph (Khromatek, Russia) (VS-101 column, 50 m × 0.2 mm, dimethylpolysiloxane phase). Analysis time 27 min; detector and evaporator temperature 180°С; initial column temperature 70°С; column temperature mode: 70°С (10 min)-15°С (12 min)-250°С (3 min); helium carrier gas; flow rate 0.8 mL/min; flow split ratio 1: 125. Starting ND contained ~5% norbornene (NE), and this impurity accounted in the rate calculation.
Hydrogen fed into reactor using a glass capillary in two ways: over the liquid surface or in the liquid layer in the bottom of reactor under catalyst particles.
Results
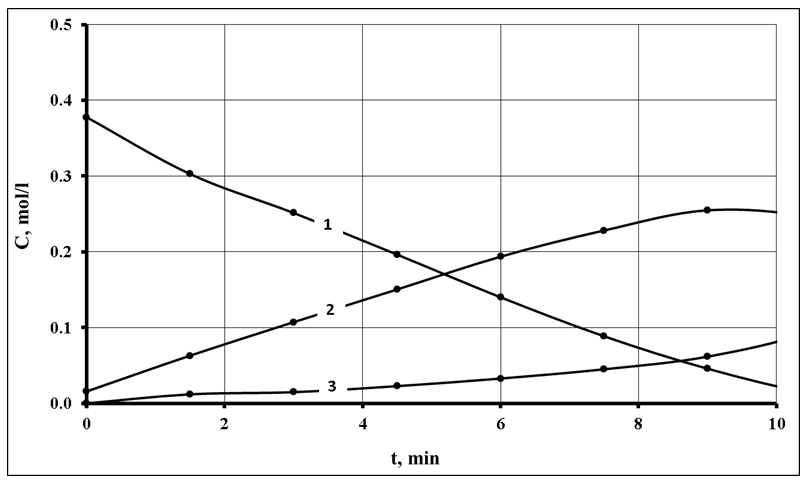
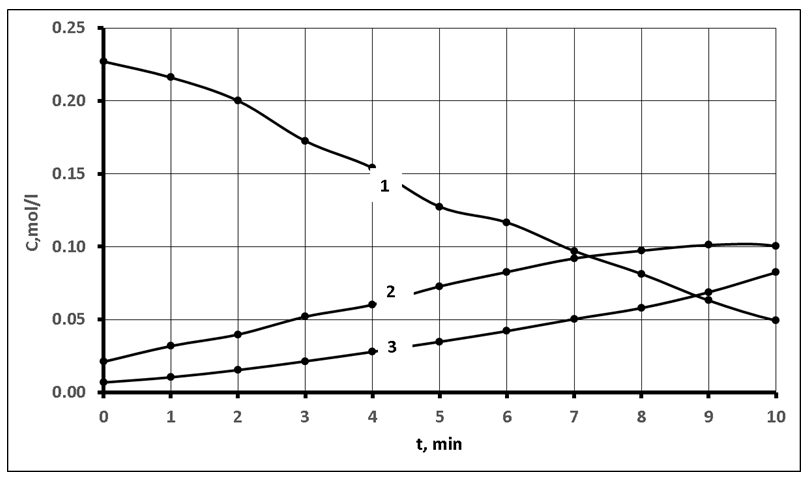
The ND hydrogenation reaction at aforesaid conditions schematically proceeds in the next two step way ND + H2 ⇔ NE (1) NE + H2 ⇔ NA (2) The overall reaction goes with selectivity close to 100 %. Let us focus on the first step-so called selective hydrogenation resulting in formation of olefin. At previously mentioned conditions, it can proceed with high selectivity. However, our results show that as necessary condition for it we must prevent the straight contact of gaseous hydrogen with the catalyst, in other words with its active centers.
To reveal the first cause we conducted the reaction in two manners. First manner consisted in feeding hydrogen over the liquid surface, while second one consisted in hydrogen feeding into the bottom of the reactor providing straight contact of gaseous hydrogen with catalytic surface at atmospheric pressure. First case provides contact with solution of hydrogen in n-heptane where the concentration of hydrogen is very small. In both two cases, the reaction goes in kinetic regime. The second case corresponds to so- called three-phase reaction. What is the difference of these two cases? The overall hydrogenation reaction proceeds to NA, and there is no difference. The step rates undergo counter changes. The rate of first step decreases while the rate of second step greatly increases. As a result, the first step transformation terminates to be “selective hydrogenation”. Therefrom to obtain good results one need to exclude the straight contact of the catalyst with gaseous reagent hydrogen. One can see the aforesaid in Figures 1 & 2.
Discussion
Let us consider different evidences about possibly existing regimes of CCR operation realizing posed aims partly or completely. At that to simplify the analysis, let us suppose the inner and outer diffusion not limiting the process rate.
In the patent Jones [3] found that changing of reaction mixture flow direction from downward to upward results in useful changing in alkylate composition. At that, all other conditions were unchanged, although in first case the column filled by continuous vapor phase with drops of liquid, and in the second case-by continuous liquid phase with vapor bubbles. In this second case, the share of unwanted heavy alkylbenzenes noticeably drops. In other words, the selectivity rises, and formation of non-removable waste goes down. The phenomenon does not find its explanation in kinetics and thermodynamics of the reaction, because according to structural kinetic model [4] it is not reachable in such a way. The process conducts at large benzene to propylene access 8:1, and using a propylene-propane mixture to reduce prices and yield of heavy products. The author explained the obtained positive effect by better alkylate mixing. This explanation by our opinion appears inconsistent because kinetic description Zorina, et al. [4] obtained at conditions of practically ideal mixing does not confirm their conclusion.
Other explanations are possible. Let us consider in detail the stationary behavior of liquid and vapor phases in CCR. It mainly determined by gravity. In downward flow, the volume of liquid amounts not more than sum of pore and surface film volume of catalyst grains. The rest volume the vapor phase occupies. In upward flow, liquid phase occupies essentially greater volume additionally filling a part of volume between catalyst grains. The rest volume the vapor phase occupies. Therefrom a consequence straightly follows that stationary phase ratio depends on flow direction and is not equal to that in inlet/outlet flow. As propylene solubility in liquid phase is low, we come to conclusion that one of the most important factors of reaction kinetics-reagents ratio-depends upon flow direction in CCR. The ratio of benzene to propylene is higher in upward flow at other equal conditions. Therefrom it follows that the selectivity of IPB formation is higher. One can state that residence time in CCR as well as volume rate differ for vapor and liquid phase in different degree, and are not equal to those in inlet/outlet flow. In upward flow, just the difference of phase specific weights (gravity!) results in that stationary phase ratio in CCR does not correspond to input/output ratio. The share of liquid phase is substantially greater than in input flow. In downward flow, the picture is opposite. Let us consider the next factor able to affect the kinetics of heterogeneous catalytic reaction in CCR. In downward flow, complete wetting is hardly reachable. Vapor phase in this case obtains access to active sites of the catalyst. It contains concentrated propylene, and such a situation potentially is able to accelerate side steps of alkylation reaction. Similar phenomenon observed by us during selective heterogeneous catalytic hydrogenation in n-hexane solution by gaseous hydrogen of polycyclic ND on the Pd/γ-Al2O3 catalyst at atmospheric pressure [5]. In kinetic regime, the reaction selectivity for first step was high up to conversion level close 100 %. However, at providing flow of gaseous hydrogen directly to the catalyst the reaction selectivity sharply drops due to changes of velocities for first and second steps of hydrogenation reaction. We consider it (see Results section) as the experimental confirmation for importance of above considered factor. It is obvious that conducting selective catalytic heterogeneous hydrogenation in CCR this impotent factor can be optimized using upward reaction mixture flow. Owing to gravity, the catalyst pores fill with liquid phase and it insure impossibility of the straight contact of gaseous hydrogen with active sites of the catalyst. Let us proceed to the next factor. In the middle of past century in the technological institute of MINNEFTEKHIMPROM (petrochemical ministry of former USSR) VNIIOS, laboratory No 27 (Moscow) the experiments were conducted for alkylation of benzene with propylene in two pilot CCRs: first of 1 meter high and 0.1 meter diameter and second of 30 liters volume [6]. Benzene to propylene ratio varied in wide range. They found that changing direction of reaction mixture flow in this case results in unexpectedly great effect. At practically complete propylene depletion, the IPB formation selectivity upon it amounts to ~70 % and ~98-99% at downward and upward reaction mixture flow accordingly. Low selectivity quite corresponds to the valuation according to kinetic model [4], but high value then did not find its logical explanation. Such a situation is of course intolerable for science and engineering. Positive effect must find its adequate explanation and reproducibly used in technology.
It seems to us, that we must search the satisfactory answer in existence and influence of radial temperature profile in CCR. The reactor temperature exceeds 200oC. The temperature near its wall is necessarily lower. Naturally, at usually practiced thermal isolation of CCR this temperature difference is low. Specific surface of the considered pilot CCRs is one order higher than that for industrial apparatus. Therefor the temperature drop in it is greater. The temperature difference axis-wall can exceed 10oC. Is it high or low? What consequences can it cause?
The cross-profiles in CCR for different factors and parameters studied by very many outstanding scientists, including great contribution of Professor V.G. Einshtain from RTU MIREA, Lomonosov IFCT [7]. The number of considered there factors includes temperature cross-profile. Nevertheless, we do not know research works on its effect on concentration cross-profiles in CCR and other column apparatuses. We suppose the observed phenomenon to be due for its origin to the existence of the temperature cross- profile with maximum on axis of CCR and minimum on its outer wall. This temperature difference is able to play a role of driving force not only for heat transfer but also for selective mass transfer, in other words for horizontal rectification. Do exist but one example of such process?
Careful literature search showed the existence of corresponding inventions. The search was essentially complicated because in now days sociological scientists “steal” the term “horizontal rectification”. At the same time, the works on inclined rectification columns well known, although their results did not found practical application. In past century, the dissertation was published [8], which showed principal and practical possibility of rectification in horizontal apparatus. In this case, the role of gravitation substantially changes. It does not play the principal role of driving force for reflux movement. Moreover, gravitation can be obstacle. The results of previously mentioned study also did not find its use in practice. In now days there exist industrial production of other horizontal rectification columns [9]. They constructed in another way than in Cunning [8]. The most important their feature is the character of driving force to move the vapor phase in low temperature direction and liquid phase in high temperature direction. It consists of axis profile of vapor phase pressure and share. They increase in the direction of temperature rise (to boiler). The producer of column keeps back the construction of contact unit [9]. It is the “know-haw” because it insure the counter movement of vapor and liquid phases without parasitic dispense of potential; in other words, without skipping of liquid to low temperature and vapor to high one. What relation has this information to CCR?
In CCR filled with liquid (upward flow of reaction mixture) near apparatus axis the temperature is higher than on periphery. On periphery, it is lower depending on thermic isolation, the last of course being not ideal. Therefore, the pressure and volume share of nascent by boiling vapor is higher than on periphery. It causes the movement of vapor phase to periphery of CCR. The resistance for movement is low. Here the temperature is lower, and the selective condensation of heavy products takes place. The condensate enriches with heavy products, vapor enriches with volatile ones. Because of partial condensation, the liquid phase volume increases, that causes its movement in the direction of CCR axis. It plays a role of reflux. We consider the movement mechanism as forced convection. As driving force, one should accept the pressure and vapor phase share difference between axes and periphery. In this way, the concentration gradients establish. The periphery plays the role of condenser and axis of CCR-the role of boiler. The process stops when the pressure on periphery and on axis becomes equal. Here the complete analogy takes place with rectification process, but without need in gravitation. The reaction heat finds its use and assists the separation.
Let us note the positive role of catalyst grain layer in the described process. It consists in making obstacle for floating of vapor phase bubbies and thereby helps the establishment of the separation process in the horizontal direction. At the limit, this process results in formation of concentrated IPB near axis of CCR, following it concentrate of benzene and on periphery a layer of propylene or propylene-propane mixture. The total mixture under consideration regarded as easily separated by rectification. As one can see, in our case, similar to reaction rectification the contact of IPB with propylene practically excluded by space segregation, and therefrom the possibility excluded for side steps producing DIPB and PIPB. What advantages the application of such CCR promises?
- Economy of capital outlays owing to lower number and complexity of apparatus
- The same owing to separate outlet of crude IPB, recycle benzene, and rest propylene or its mixture with propane from upper cap of CCR. For this aim, one must make some minor changes of the CCR cap construction.
- The economy of exploitation outlays due to use of reaction heat, not excluding usual heat recuperation through the apparatus wall or from RCC outflow.
- The same owing to lower excess of benzene. One can easily understand that for other processes optimal conducting can be obtainable by various minor modifications of discussed CCR, including as example changing the direction or the value of heat flows. Let us note once more that no one resent available for us publication source contains information on the matter of present communication. As example, we can quote [10].
Conclusion
The ways to improve conducting of complex heterogeneous-catalytic chemical reactions by modernizing or regime changing of column catalytic reactor analyzed with the aim to raise technological and economic efficiency including the use of reaction heat. On example of cumene synthesis from benzene and propylene on heterogeneous acid catalyst shown how by means of minor changes of the construction and working regimes of this apparatus one can raise reaction selectivity, use the reaction heat, and obtain substantial economy of capital and employment outlays. At least it gives possibility to replace reaction-rectification column. These ways are appropriate in the cases when the reaction mixture is in the boiling state, and the horizontal rectification separation favors fruitful contacts of reactants and prevents contraindicative ones. The second example-selective hydrogenation of norbornadiene into norbornene - gives additional evidence for CCR potential as efficient apparatus for modern chemical technology and engineering. For selective conducting of the first step of other possibly reversible multi-step reactions, the modernized column catalytic reactor promises high efficiency as well. This way is appropriate in the cases when the technologist want conduct the liquid-gas heterogeneous catalytic reaction in two-phase or three-phase system according to his target. In closing let us note that using CCR potential assists the mainstream of modern chemical technology to minimize energy and material consumption as well as improve human environment. We hope for the progress in fruitful application of CCR based on features revealed by this publication. Future research must concretize in details such equipment and its design.
Author Contributions
Conceptualization, E.K., V.F., and S.N.; methodology, E.K., V.F., and S.N.; software, E.K.; validation, E.K., S.N. and V.Z.; experimental investigation, V.Z.; resources, V.Z.; writing- original draft preparation, E.K.; writing-review and editing, E.K., V.F., and S.N..; supervision, V.F., and E.K.. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
We are deeply grateful to V.A. Men’shtshikov for his criticism.
Conflicts of Interest
The authors declare no conflict of interest.
References
-
Ipatieff VN, Schmerling L (1945) Alkylation of aromatic hydrocarbons. Pat 2,374,600, USA.
-
Ward DJ (1977) Cumene production. Pat 4,008,290, USA.
-
Jones EK (1970) Process for alkylation of aromatic compounds. Pat 3,527,823, USA.
-
Zorina IS, Katsman EA, Pisarenko VN, Karshenbaum AG (1987) Optimization of kinetic study of isopropylbenzene synthesis on phosphorus acid catalyst. The ways of intensification of petrochemical industry 21: 112-119.
-
Zamalyutin VV, Katsman EA, Flid VR (2023) Kinetic Model and Mechanism of Heterogeneous Hydrogenation of Strained Polycyclic Compounds Derived from 5-Vinyl- 2-norbornene. Petroleum Chemistry 63(3): 277-288.
-
Pavlov GP, Kazakov YM, Korneeva OV, Sinovich ID, Zavorotov VI, et al. (1980) Synthesis of Isopropylbenzene on a Phosphoric Acid Catalyst. Khimicheskaya Promyshlennost (6): 339-340.
-
Einstein VG (2022) Processes and apparatus of chemical technology. General course, In two books, Lanbook.
-
Cunning JD (1965) Horizontal distillation. Iowa State University, USA.
-
Reotek, Equipment and technologies for small-scale production of motor fuels.
-
Fixed-Bed Catalytic Reactors.
- Nigeria’s Vulnerability in the Face of Global Energy Policy
- A Simulation Study of Investigation of Optimum Oil Production Performance by Applying Various Gas Injection Methods in Oil Reservoir
- Characterization of Permo-Triassic Reservoirs through Thermal Maturity Assessment of Westphalian Source Rocks in the Cheshire Basin
- Influence of Microwax on the Rheological and Thermal Behaviour of a Wax Crude Oil
- Real-Time Monitoring and Performance Optimization of Steam Injection in Heavy Oil Reservoirs Using Fiber Optic Sensing and Integrated Predictive Simulation Models
- Rapid On-Site Determination of the Total Petroleum Hydrocarbon Content of Soils by Handheld Fourier Transform Near-Infrared Spectroscopy: Development of a Global, Site- and Scanner- Independent Calibration Model