Production of Plastic Composite Material from Both of Agricultural and Plastic Wastes
Nowadays, interest in recycling the products in general has increased. The agricultural waste considers one of the most vital products that the world seeks to treat it. In addition, the danger caused by the waste of the plastic materials raises the concern about need the treat and recycling. The aim of this research study is using a mixture of rice husk and polypropylene to produce a plastic composite with quality characteristics. 27 samples of the plastic composite produced from three different polypropylene diameters (5 mm, 10 mm and 15 mm) mixed with three sizes (length) of rice husk (1 mm, 2mm and 3 mm). The composite mixture ratios were 20% and 75%, 30% and 65% and 40% and 55% for agricultural wastes (Rice Husk) and plastic wastes (polypropylene) respectively. 5% of binding material was added to all the mixture composite. These samples were experienced to determine several physical and mechanicals properties. The results indicated that the mixture values of the strength was 54±0.10 MPa found with 3mm, 15mm and 40% with 55% for T1, T2 and M ratio. For the stress, impact, share and hardness the maximum values were 13.5 MPa, 9.2 J/mm2, 52 MPa, and 98 BHW respectively. On the other hand water absorption was ranged from 1.2 to 0.08 depending on the mixture ratio. The x-ray analysis obtained that adding of natural fibres (RH) to the plastic composite led to deformation in the crystallographic structures. Finally the samples were tested to determine the (MFI) and the results showed only the mixture ratio of the composite have a significant effect on the (MFI) and the maximum value was 14.2 g/10 min.
Introduction
Agricultural residues treatment and management considered an essential strategy to complete resource protection and conserve the environment property. Nowadays, bio fibers have been concerned increasing importance due to its large applications in several utilizations in the field of material sciences Mostafa, et al. [1]. Most of agricultural deposits mainly contain cellulose and lignin, which correspond to 85–90% of the dry matter; the enduring ratio about 15–10% contains the simple sugars, starch, wax, pectin, fat, essential oils, ash and between other substances Elbasiouny, et al. [2]. As an international estimate, about 330 million Tons of the plastics are made annually. Production, using, and removal of the plastics appeared as a continual and ability ecological inconvenience. The erroneous disposal of the plastics expirations in our environment, resulting annually losses millions of animals and the decrease of soil fertility. The bio plastics products are made to be biodegradable with a like functionality to that of traditional plastics, which has the possibility to decrease the need of petrochemicals, founded plastics and correlated environmental problems. Plastic waste gets severe environmental argue to novel society since it is made of some toxic chemicals that can contaminate soil, water and air if not achieved correctly. Plastics are manufactured from non- biodegradable- detrimental materials and land filling them would raise the bulk of the waste and contaminate ground water and can hide its progress. Egyptians consume about 12 billion plastic bags every year. Egypt’s waste yield is 16.2 million tons; of which plastic correspond to 6%. That is the equal of 970,000 tons of plastic waste, of which 45 percent is reprocessed and only 5% reused Abdel Tawab, et al. [3].
Plastics are used global from drinking cups to several portions of automobiles and motorbikes. They are essential to the trade market among the packing of materials all over the world. On the other hand, they have been an ecological interest because of its extended level of degradation Amin, et al. [4]. Industries make many kinds of waste. It can be solid, liquid, or gas. Greatest of them had been treated before they are disposed. But there is one form of waste that is not preserved correctly i.e. plastic waste that is often disposed precisely without being treated. This can upset the ecosystem such as the marine ecosystem. The causes why people dispose plastic waste exactly are for the reason that the process to control plastic waste is hard and gains a lot of time [5].
Stated that normal fibers can be described as fibers that are got from natural sources for example plants and animals; they are not synthetic or manmade. Natural fiber reinforced polymer composites (NFRPCs) became popular accordingly of numerous advantages and wonderful properties natural fibers possess above synthetic fibers some of which are: little weight, little cost, low or no harm to processing equipment, suitable mechanical properties, Processability, limited health hazards and biodegradability. NFRPCs can be formed by incorporating the natural fibers into polymers (thermoplastic and thermosets). Natural fibers are becoming more popular as reinforcement in composites because of various reasons among which are: availability, renewability, cost efficiency, facility of Processability, and most significantly they are additional environmentally friendly. Nonrenewable resources are becoming very scarce hence the need to offer renewable sources such as natural fibers is suitable popular. Natural fibers can be used in many ways such as textiles, fabrics, paper, reinforcements, and for biofuel Ibe [6]. Rice husk is an organic waste and made in large amounts. It is a main by-product of the rice milling and agro-based biomass industry. Rice husk is a cellulose-based fiber and covers approximately 20% silicaIn addition, it contains of 60–65% volatile matter, 10–15% fixed carbon, and 17–23% ash. It contains approximately 40% cellulose, 30% lignin group, and 20% silica, rice husk can absorb water varying from 5% to 16% of unit weights, and the unit weight of rice husk is 83–125 kg/m3 [7].
Rice husk (RH) is one of the main agricultural residues manufactured as a by-product through rice processing. Usually it has been a challenge for rice farmers due to its endurance to decomposition in the soil, difficult digestion and little nutritional use for animals, rice husk covers 75- 90% organic matter for example cellulose, lignin etc. So, the use of rice husk in the production of polymer composites is be a focus for much consideration. It is one of the greatest commonly existing agricultural wastes in various rice producing countries of the world [8]. Natural fiber composites have characteristics that are helpful to the environment and ecosystem, wholly biodegradable, renewable, submission intensity and reliability of the material properties, and improve economic development because of its capacity in exchanging synthetic composites. One of them concerns to rice husk, which is a non-timber source that simply exists from agricultural wastes. Hence, rice husk fibers were selected like fiber-reinforced composites. Mohamed, et al. [9] and Issa, et al. [10] Achieved that rice straw is one of the highly rich sources for cellulose manufacture and with very simple process we could move it into cellulose pulp with significant degree of clarity form any industrial principles.
Muliarta [11] revealed that rice straw is one farm waste that arises in large quantity through harvest. Rice straw is a portion of a rice plant that contains leaves, stems and tillers. Rice straw is a regional material that can actually be changed into organic fertilizer. Its international production is projected to be around 650-975 million ton annually. There is around 1a and 1.5 kg of rice straw from every kilogram of shifted rice made. Rice straw to contain nutrients that are wanted by soil and plant, which are N, P, K, and C-organic. Rice straw contains around 0.6% N, 1.5% K, 5% Si, 40% C, 0.10% of each P and S.
Problem Statement
Egypt is the one of world’s major producer of rice and produced about 5.67 million tons of rice. Actually, crop residues are counted to be the most vital and conventional source of national fuel in rural Egypt. The total quantity of agriculture wastes in Egypt according to ministry of Agriculture [12] about 38 million tons per year, also the total quantity of crop wastes in Egypt is about which includes 16 million tons of dry matter per year. These wastes can be used more efficiently as a source of composite materials by reusing and benefiting from it. The objective of this investigation is to produce of the plastic composites from a mixture of agricultural and plastic industrial wastes, and assessment of the physical and mechanical properties of the composite material.
Methodology
Materials
- Polypropylene
- Rice husk
- Adhesion liquid material
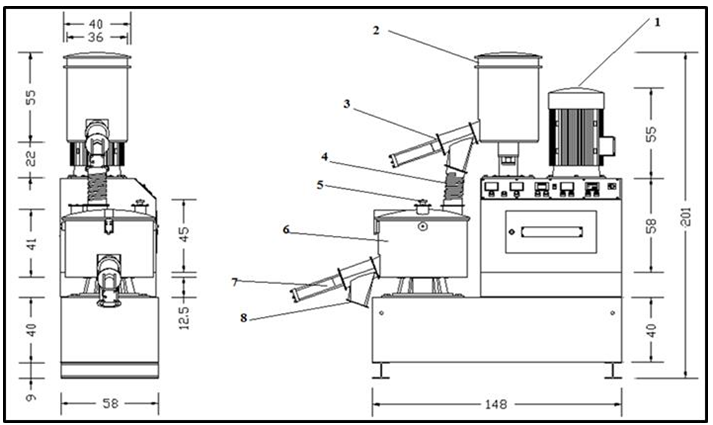
- Composites productions unit figure1.
Preparation of the Raw Material
The polypropylene and polyethylene wastes produced from the irrigation system and others plastic usage cutting and chop into a small different diameter granulators ranged from 5 to 15 mm (Figure 1). The rice husk and rice straw also chopped into fine materials with different particle sizes (Figure 2).
Methods
Produce the Plastic Composite Materials
A different quantity of straw or husk have been weighted and placed into the top part of the machine (the Mixer) as well as a determined quantity of the polypropylene was add to the mixing ratio should be as appear in the experiment treatments.
- With start the moving of mixing a liquid adhesive material (only one binding materials used in this experiment which a common and available in the local market with a low price called, animal hidge glue (Cyanoacrylates) by different doses add to the mixtures.
- After complete the mixing operation directly and automatically the batch move from the first part of the products unite which is the top part (mixing) to the second part, bottom part the breaking and cooling part. Figure (1), showed the machine layout and picture.
Experimental Study
An experiment study was conducted for assessment of the most optimum mixing materials and the fraction of each mixture for producing a natural fiber plastic composite. The experimental work included different mixtures as shown in Table 1.
| Treatments | Level of treatments |
|---|---|
| Plastic wastes | Polypropylene |
| Agriculture wastes | Rice Husk |
| T = Length of the raw 1 agriculture wastes | L =1mm 1 |
| L = 2 mm 2 | |
| L = 3 mm 3 | |
| T = Diameters of the 2 plastic material | L = 5mm 4 |
| L = 10mm 5 | |
| L = 15mm 6 | |
| M = Mixing ratio | L =20% agriculture wastes - 7 75% plastic wastes |
| L =30% agriculture wastes - 8 65% plastic wastes | |
| L = 40% agriculture wastes - 9 55% plastic wastes | |
| Binding material ratio | 5% |
Table 1: The treatments of the laboratory experiments.
Characterization of Wood Plastic Composite
To verify the various characteristics of the specimens produced, the following tests and analyses were achieved.
Mechanical Properties
The composites cast samples will prepare for tensile test, charpy impact test, and micro hardness test. Scanning Electron Microscope was used to examine the miscibility between the particulate and the matrix at the notched impact fractured surfaces of the composites.
Tensile (Strength, Stress) Test: The mechanical behavior Tensile (strength, stress) tests will achieved to determine the modulus, ultimate tensile strength and elongation at break of the samples using Universal testing machine (UTM). The composites formulated were tested with a loading of 100 N.
and cross head speed 10 mm/min at temperature room, 25 °C. The composite sample dimensions were 10x 5x0.25 mm3. Impact Test: Representative sample of neat polymer and composites will be exposed to impact test on a Charpy V-Notch impact testing machine.
Hardness: The hardness of the neat polymer and composites will measure with the aid of micro-hardness tester, depending on Brinell Scale.
Microscopy: To determine the effect of processing on the morphology of the fibers and the composites, two kinds of microscopes will use to characterize these materials. Olympus stereo light microscope coupled to a camera will use to take the surface morphology of the composites and rice husk. For finer morphological details, samples were primary gold plated and then tested under the scanning electron microscope. The process used to extract single fibers of A. americana for SEM analysis is found in. It contained heating the A. americana fibres in 1 N solution of sodium hydroxide at 130 ͦC for 300 min in an autoclave (Autoclave engineers Inc.). The process fractures the lignin binding the single fibers without damaging the fibers.
Melt Properties Testing
The melt flow index testing was approved based on the standard test ISO 1133 at the National Institute of Standards, (NIS, Egypt). This is based on samples of manufactured composite products with a diameter of 2-3 millimeter and a weight of 3-4 gram and temperature of 230 °C and load from a constant weight piston 2.16kg with time, 30 sec to 6 minutes and record melt readings by g/10 min. The samples were compared with a pure polypropylene sample.
Water Absorption Studies
Water absorption studies of the polymer composites will carry out agreeing to ASTM D570-98 standard test method. The rectangular specimens (19×20×3 mm) were dried for 24 h at 80 ◦C in an electric oven to determine the constant weight (W1) subsequently, the initial weight (W1) was recorded immersed in distilled water for a period of 10 days.
( ) W2-W1 Water uptake absorption percentage % = *100 W1
Where: ( W2 ) = Specimen weight after period of time in water (final weight), (g). ( W1 ) = Specimen drying weight (initial weight), (g).
Statistical Analysis
The data of this study were analyzed using the GenStat Seventeenth Edition (Procedure Library Release PL.25.1). Analysis Of Variance (ANOVA). Three way randomized designs by following Duncan’s multiple range tests at P ≤ 0.05 have been using to compare between the means for the three treatments.
Results and Discussion
Mechanical Properties of Natural Fiber Plastic Composite
The mechanical properties of the produced plastic composite have been determined by carrying out the tensile test and strength... etc. the average results showed in Table 2.
| T1 | M | Tensile strength - Mpa | Stress - Mpa | ||||
|---|---|---|---|---|---|---|---|
| T2 | T2 | ||||||
| 5 mm | 10 mm | 15 mm | 5 mm | 10 mm | 15 mm | ||
| 1 mm | 1 | 39±0.54 | 41±1.15 | 40±0.88 | 13.5±0.18 | 11.7±0.05 | 12.3±0.01 |
| 2 | 44±1.15 | 44±2.80 | 42±4.04 | 8.6±0.08 | 9±0.28 | 8.8±0.09 | |
| 3 | 50.5±0.86 | 51±1.15 | 52±1.71 | 4.7±0.05 | 5.1±0.07 | 4.9±0.06 | |
| 2mm | 1 | 41±1.15 | 40±1.55 | 41±2.30 | 12.5±0.14 | 11.7±0.06 | 12.2±0.06 |
| 2 | 45±1.76 | 46±2.30 | 46±3.46 | 7.1±0.09 | 6.9±0.07 | 7.2±0.12 | |
| 3 | 50±0.57 | 51±1.70 | 52±6.35 | 4.5±0.10 | 5.1±0.10 | 4.9±0.09 | |
| 3mm | 1 | 40±2.88 | 42±1.15 | 41±1.45 | 11.5±0.01 | 12± 0.12 | 0.1012.6± |
| 2 | 47±4.61 | 47±0.12 | 46±2.75 | 6.6±0.07 | 0.096.1± | 0.067.3± | |
| 3 | 52±4.62 | 50.5±0.29 | 54±0.10 | 4.7±0.57 | 0.124.9± | 0.034.4± |
Table 2: Tensile strength and stress of the Natural Fiber plastic composite.
Tensile Strength Mpa
The Table 2 represented the Tensile strength values (Mpa) at different variables of the T1, T2, M treatments. Maximum values of the strength was (54±0.10) Mpa , found with 3 mm , 15 mm and 3 for T1, T2 and M respectively, while the minimum value was (39±0.54) Mpa showed with 1 mm, 5 mm and 1 for T1, T2 and M respectively. That results cross ponding with [13] stated that the Tensile strength.
In that study increasing in plastic wood composite by increasing the ratio of natural fiber or wood materials. For the tensile strength values the effect of polypropylene diameter T2 and rice husk size T1 was non-significant, while for the mixing ratio (M) the values were significant (P≤ 0.05). The study of Kaith, et al. [14] stated that when the adhesion between the plastic materials and rice husk powder become more closing the tensile strength and most high tension all obtained, also the using of coupling agent is an applicable method to strengthen the performance of the plastic composite. Kaith, et al. [15] decide that by replacing 50% of raw polypropylene by a degradable materials the impact strength of the plastic-wood composites. Improvement the impacted strength of some composites plastics by added sawdust and ethylene-vinyl-acetate (EVA) to the recycling polypropylene, the EVA decreased the flexural strength.
Abdel Tawab, et al. [3] stated that the highest value of tensile strength obtained in a polyester – rice straw composite, the tensile strength with the composite had more rice straw values increased in tensile strength composed to the pure polyester 53.5%. Stress Mpa The date in table (2) showed that the stress values increasing regularly by increasing the polypropylene ratio and decreasing the rice husk (RH) amounts. Also it was obtained the smallest size of the rice husk and polypropylene diameter have the values of stress. As well as the heights value of the stress (13.5 ± 1.8) Mpa found with (M:1), T1: 1mm and T2 : 5mm. while the minimum stress (4.4±0.3) Mpa, obtained with (M:3), T1: 3mm and T2 : 15mm. Study by Kaith, et al. [14] showed the effect of maximum ratio for the RH and polypropylene on the mechanical properties, the research study indicated that the stress increased by increasing the hardness of the composite, while by increasing the RH a significant filler was obtained with a low and poor stress properties. Ismail, et al. [16] reposted that the smallest size of the RH particle effected on the adhesion of the composite which improve the stress in the producing plastic wood composite. Yang, et al. [17] experimented the effect of the mixture ratio and heating process while proposed a rice husk, polypropylene and coupling agent materials and they found the mechanical stress improved with increasing the polypropylene and coupling agent ratio on the then hand increasing the RH decreased the stress. Mostafa, et al. [1] confirmed that the diameters of the plastic composite. Components obtained a significant affected in the mechanical properties, which improve with the low particles size. In this research study the statistical analysis showed a high significant effected for the three treatments RH size, polypropylene diameters and the mixture ratio (P≤ 0.05).
Impact Share and Hardness Properties
Both of impact and share characteristics were tested to study the effect of polypropylene, rice husk and a adhesion materials on the different produced plastic composite. The average data which tabulated in Table 3 showed that, the maximum value of the mechanical impact measured by (J/ mm²) obtained with using particles size of rice husk 1mm with polypropylene diameters 10mm when using the mixture ratio M1, in that treatment the impact value was (9.2±0.09 J/ mm²).
| T1 | M1 | Impact – J/mm2 | Share - Mpa | ||||
|---|---|---|---|---|---|---|---|
| T2 | T2 | ||||||
| 5 mm | 10 mm | 15 mm | 5 mm | 10 mm | 15 mm | ||
| 1 mm | 1 | 8.12±0.01 | 9.2±0.09 | 8.1±0.09 | 52±0.57 | 48±0.88 | 49±0.58 |
| 2 | 4.9±0.08 | 4.5±0.03 | 5.2±0.14 | 33±0.57 | 29±0.87 | 28±0.88 | |
| 3 | 2.1±0.09 | 1.9±0.05 | 2.1±0.09 | 19±0.59 | 12±0.66 | 11±0.57 | |
| 2mm | 1 | 8.1±0.12 | 7.8±0.15 | 7.9±0.8 | 48±0.57 | 49±0.9 | 44±0.57 |
| 2 | 5.9±0.7 | 5.2±0.10 | 4.3±0.15 | 30±0.58 | 27±0.57 | 25±0.58 | |
| 3 | 1.8±0.12 | 1.8±0.01 | 2.1±0.14 | 11±0.58 | 10±0.58 | 9±0.33 | |
| 3mm | 1 | 8.40±0.05 | 9±0.11 | 8.6±0.09 | 48±0.52 | 46±0.88 | 47±0.58 |
| 2 | 4.7±0.06 | 5.1±0.12 | 4.4±0.09 | 31±0.57 | 28±0.59 | 24±0.52 | |
| 3 | 1.7±0.05 | 2.1±0.09 | 1.9±0.06 | 8±0.58 | 10±0.57 | 9±0.57 |
Table 3: The Impact and share of the Natural Fiber plastic composite.
The data of the study showed that when the rice husk size increased to 3mm, the impact values decreased, the lowest impact found when using (RH) 3mm with polypropylene diameter 5mm and mixture ratio M1. On the other hand the measured share (Mpa) obtained that, maximum average value of the share (52+0.57) found with (RH) size 1mm, (P.P) diameter 5mm and mixture ratio M1. The lowest share value of the share (8±0.58) Mpa, found at the same mixture ratio M1 and the same (P.P) diameter 5mm but with (RH) size 3mm. The size of the Rice Husk (RH) has a high significant impact in both of the impact and share results. Yang, et al. [17] reported in the final plastic composite when increasing RH size and ratio the composite became more brittle due to the decreasing in fraction of the thermal plastic composite and increasing of the inter facial area. The research studies by Raju, et al. [18] found that the effect of increasing the rice husk ratio in a different plastic composite compared to a pure polypropylene alloy, the results of the study found that by increasing the (RH) quantities the composite become easy break and both of the impact and share decreased and the significant filler aggregation obtained due to poor mechanical properties. Mohamed, et al. [9] investigated the mechanical properties of a plastic composite prepared by add Rise Husk (RH) and Bleached Rice Husk (BRH) to Poly-Lactic-Acid (PLA). The study indicated that a percentage rang of (RH) 5 -10% improved the tensile properties but the ratio more that decreased impact of composite that due to the increasing of interested spaces and the fragility of the composite.
The hardness characteristics wish was determent depending on Brinell Scale, the average data showed that the hardness values were increasing with the small (RH) size and using mixture ratio (M1). Although the data obtained by increasing the polypropylene diameter (T2) from 5mm to 10mm, the hardness was increased but the hardness turn back to decrease when the diameter became 15mm. However the maximum value of the hardness found when using RH size 1mm, 10mm P.P diameter and mixture ratio M1. One the other hand when using the RH 3mm and the sum PP diameter 10mm with maximum ratio M3 the lowest hardness have been found. Study of Ricardo, et al. [19] using the Plastic Waste from Hydra poplar (PWH) with sugar can waste fillers, stated that the hardness of the produced composites increasing by increase the plastic polymers. The study found that PWH composite have a low hardness compared with pure recycled plastic [20]. Studied the bending strength and hardness of recycle plastic type High Density Polyethylene (HDPE) and Polypropylene (PP) mixing with sawdust, the results of the study showed that, the plastic mixture hardness increasing by increased the recycled plastic ratio in the composite and reducing the sawdust, also the polypropylene increasing the hardness compared to the polyethylene Figure 3. Michel, et al. [21] reported, the measured hardness values by (Brinell hardness test) for all the three produced composites, it could be seen from the hardness results that the composition wood composite which contain high amount of polypropylene and the smallest fiber particles size(powder coconut shells) was have the maximum value of hardness compared to others composites.
![Figure 3: Michel, et al. [21] reported, the measured hardness values by (Brinell hardness test) for all the three produced composites, it could be seen from the hardness results that the composition wood composite which contain high amount of polypropylene and the smallest fiber particles size(powder coconut shells) was have the maximum value of hardness compared to others composites.](/fulltextimages/10463/fig_3.png)
The basic mechanical properties of the samples produced from laboratory tests or through the experimental operation of the NFPC plastic production unit were studied. The samples that were prepared for the test were a section of plastic produced in the form of a square, the dimensions of which are 9*9 cm by 2cm thickness. Where strength, hardness, impact and shear were tested, in addition the water absorption has been determined.
From all of the pervious tests and statistical analyses, it was cleared to prove that, the alloy of the NFPC should not have more than 40% of rice husk and the acceptable mixture for the industrials activity was the alloys have less than 50% of rice husk. These results are used in the mixture that was fed to the NFPC equipment to manufacture the final product. From the previous average data.
Water Aborbation WA
The produced samples from the plastic composite manufacturing unit were tested to determine its ability to absorb water. The tests done according to (ASTM, D 570 -98) standard. The rectangular samples have a dimension (19 x 20 x 3 mm) plugged into distilled water for 10 days. The samples were measured before and after plugging to determine the water absorption ratio on dry base. Table 4 showed the final average results of that test. The data clarify that, the highest (WA %) found when using the mixture ratio M3 as general and the maximum value obtained with the treatment M3, T2. 15 mm and T1 1 mm.
While the lowest values as general found with the treatment using the mixture ratio M1 and the optimum treatment for water absorption resistant found with the treatment M1, T2 15 mm and T1 3 mm. the statistical analysis for the data showed a significant effected for all the three. Treatments on the water absorption ratio (P ≤ 0.05) [22] study the behavior of a recycled polypropylene reinforced with sawdust composite after plugged in the water for 20 clays. The study carried on three type of composite and a pure recycling polypropylene showed the minimum water absorption ratio found with the pure recycling polypropylene and for the plastic composite it was increasing by increasing the percentage of sawdust. The ratio reached to 17% when 40% of sawdust. Radoor, et al. [23] stated that the recycles polypropylene showed a low absorption percentage as it’s a hydrophobic. However, certainly the sawdust played a profound impact on the percentage of water absorption, the water absorption increased with increasing the quantity of the sawdust in any plastic wood composite [24].
| T1 | M | Hardness | W.A % | ||||
|---|---|---|---|---|---|---|---|
| BHW | |||||||
| T2 | After 10 days | ||||||
| T2 | |||||||
| 5 mm | 10 mm | 15 mm | 5 mm | 10 mm | 15 mm | ||
| 1 mm | 1 | 95±0.56 | 98±0.57 | 90±0.57 | 0.1±0.003 | 0.09±0.005 | 0.15±0.01 |
| 2 | 74±0.88 | 75±0.58 | 71±0.1 | 0.8±0.06 | 0.9±0.00 | 0.8±0.03 | |
| 3 | 49±0.33 | 47±0.32 | 41±0.35 | 0.9±0.05 | 0.9±0.05 | 1.2±0.05 | |
| 2mm | 1 | 89±0.88 | 90±0.57 | 85±2.51 | 0.09±0.01 | 0.1±0.01 | 0.09±0.01 |
| 2 | 76±0.57 | 69±0.58 | 66±0.60 | 0.8±0.05 | 0.75±0.01 | 0.8±0.01 | |
| 3 | 42±1.15 | 40±0.57 | 43±0.58 | 0.8±0.00 | 0.95±0.03 | 1.07±0.01 | |
| 3mm | 1 | 89±0.58 | 88±0.57 | 89±0.57 | 0.1±0.00 | 0.1±0.01 | 0.08±0.01 |
| 2 | 69±0.58 | 63±0.21 | 67±0.57 | 0.78±0.01 | 0.8±0.03 | 0.8±0.03 | |
| 3 | 41±0.34 | 39±0.56 | 40±0.33 | 0.95±0.01 | 0.8±0.03 | 1±0.00 |
Table 4: Hardness and Water absorption of the Natural Fiber plastic composite.
X-Ray Diffraction Analysis XRD
The x ray test was carried out at the National Institute of Standards. XRD is a method used to verify the crystallographic structure of the material. XRD acts by irradiating a material with incident X-rays and then calculating the intensities and scattering angles of the X-rays that depart the material. Twenty Samples were tested, to determine the effects of adding Natural fibers and animal glue on the crystallographic structure of wood plastic composite, at different scattering angles of the X-rays that leave the material, the measuring of the intensities and scattering angles of the X rays that leave the material shows the effect of adding fiber and animal glue on the wood plastic composite characteristics, as shown in Figure 4.
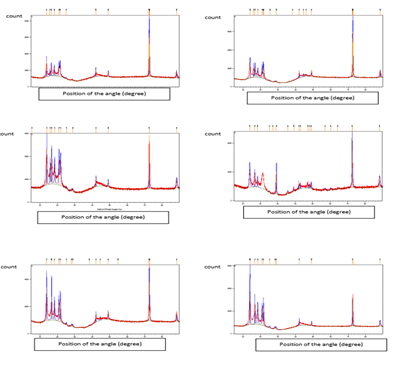
The results cleared that, adding of natural fibers (rice husk) to the polymers led to deformation in the crystallographic structure of the wood plastic composite, and such this deformation was increased with increasing the quality of natural fiber and adding of animal glue to the natural fiber which decrease the deformation in the crystallographic structure of the wood plastic composite. Thus, the use of animal glue withe the natural fiber to produce wood plastic composite from the polymers leads to improve the crystallographic structure. Jutarat [25] study the morphology and the microscopic characteristics of the plastic composite produced from polypropylene and rice husk, also studied the FTIR spectroscopy, generally the studies indicated that, the homogenies of the matrix affected by composite contains and added the coupling materials, as well as the decline in the particles size of rice husk resulting a greater morphology properties of plastic composite produced from it and polypropylene. Raju, et al. [18] in a research study of rice husk filled polymer composites the morphology was determined using XRD, the study indicated crystallinity levels increasing by increased the nanoparticles. (Chotirat, et al. [26] and Yeh, et al. [27] stated that, particleboard reinforced PS-WPC showed inferior physical and mechanical properties compared to all other WPC samples. ABS has a non-polar and polar structure and thus a relatively hydrophilic structure that tends to wet wood surfaces. This leads to good interfacial bonding and potentially better physical and mechanical properties compared to PS composites, regardless of the origin of the wood content. According to the we plast datasheet, ABS has a higher MFI of 25 compared to PS of 7, which affects the rheological behavior of the WPC matrix during extrusion and injection molding.
Melt Flow Index MFI
The average results of measuring the melt flow index (MFI) of the plastic composite samples, indicate that the melt flow index of the pure polypropylene shows a greater value compared to other samples of polypropylene mixed with rice husk. Perhaps the reason for this is that the rice husk particles separate the molten polymer pieces to be expelled from the capillary meter. However, the MFI values appear to be slightly low with increasing percentage of rice husk in the mixture. Also it is noticed that there is no any effect of the diameters and sizes of the plastic and rice husk. Jutarat [25] revealed that the melt index values of the polypropylene and rice hull filled polypropylene samples are given in Table 1. It can be seen that the melt index of the polypropylene shows a higher value than that of the polypropylene samples filled with rice hulls. This is because the rice hull particles can break the molten polymer being extruded from the capillary rheometer. A lower MFI value also appears a higher melt viscosity in filled samples Figure 5. In addition, the MFI of rice husk-filled polypropylene increases slightly with rising number of recycling cycles, specifying that the melt viscosity of polypropylene in the sample is slightly reduced.
| T1 | M | MFI gm/10min. | ||
|---|---|---|---|---|
| T2 | ||||
| 5 mm | 10 mm | 15 mm | ||
| 1 mm | 1 | 14.2 | 13.5 | 14.1 |
| 2 | 11.2 | 11.5 | 11.3 | |
| 3 | 10.1 | 9.8 | 10.1 | |
| 2 mm | 1 | 13.9 | 13.7 | 13.5 |
| 2 | 11.5 | 11.3 | 11.5 | |
| 3 | 9.8 | 10.1 | 10 | |
| 3mm | 1 | 13.5 | 13.5 | 13.8 |
| 2 | 11 | 11.2 | 11.5 | |
| 3 | 9.8 | 9.9 | 10.1 |
The statistical analysis of variance found there is no any significant effect of the diameters of the polypropylene and the size of Rice husk particles, (p>0.05). On the other hand there is a significant effect of the mixture ration on the MFI (P< 0.05) a predestined -size opening or die is located in a heated barrel, with a piston or plunger and weight placed on top to press the polymer within the opening. The plunger and piston are packed into a pure barrel using polymer. Following a set period of heating to melt and soften the resin, weight is practical to the piston, and the molten polymer is pressed through the die. The melt flow index (MFI) is the amount of melt that leaves the die every 10 min, measured in grams. The ASTM D1238-86 and ISO R1133 test protocols clarify the orifice diameter and length, barrel temperature, and piston load of every resin system. Subsequent the test, the die and barrel are cleaned. A higher melt flow index (MFI) is connected with a minor viscosity resin; as the viscosity of the resin reduces, the flow rate per unit time rises. A lower melt flow index (MFI) or fewer grams passing over the die in 10 min implies higher viscosity. As International Organization for Standardization (ISO) and American Society for Testing and Materials (ASTM) Guidelines. The melt flow index (MFI) is operated to measure the melt flow characteristics of polymer materials with respect to MFI.
Testing, et al. [28] and Gawali, et al. [29] The melt flow index (MFI) is the general parameter experienced in global LDPE manufacturing industry as an indicator of the molecular weight (Mw) and is preferred over other parameters because of its quick and easy determination [30, 31]. Likewise, MFI information allows more operational quality power. Since LDPE manufacturers are able to precisely expect the Mw, they are interested about the potential to expect the MFI using the Mw without suffering a frequent time using and expensively laboratory test. Powered by this ability, there have been many tries to relate the Mw data with the MFI [32, 33].
The melt flow index (MFI). Generally, describes the rheological feature of polymers, which is identified as melt viscosity. MFI value and viscosity have an opposite relation, in which the higher MFI value links to lower melt viscosity. The MFI of the matrix affects the capability to fit between the matrix and fillers. Polymers with a little melt viscosity (high MFI) give good wetting and homogeneous distributions of the filler. These attributes are expected to improve the relations between polymer and fillers and furthermore, rise the performance of a composite. In the meantime, high melt viscosity (low MFI) polymers could pointer to poor wetting and distribution. They could weaken the interfacial bonding among the polymer matrix and filler and lower the mechanical properties of composites [34, 35, 36, 37].
Conclusion
This investigation presented unique methods and techniques for the production of plastic composites from agro waste materials mixed with diverse materials which have expected significant consideration in the recent time. Besides, it afforded a brief of production challenges, characterization of several agro waste fibers and polymer matrix. Therefore, it gave variations in stability, activity, recoverability, renewability, and selectivity in particular in certain of these production methods.
Acknowledgment
The research team extends its thanks to the Academy of Scientific Research and Technology (ASRT) - Egypt. This is because it fully funded this research within the framework of a project recycling of Agricultural Waste for Various Economic Products. And thanks to Prof. Hazem S. Mehawed the director of AEnRI, ARC, MALR, Egypt, which It is the implementing institution for the project.
References
-
Mostafa NA, Frag AA, Abo-dief HM, Tayeb MA (2018) Production of biodegradable plastic from agricultural wastes. Arabian Journal of Chemistry 11(4): 546-553.
-
Elbasiouny H, Elbanna BA, Al-Najoli E, Alsherief A, Negm S, et al. (2020) Agricultural Waste Management for Climate Change Mitigation Some Implications to Egypt. Waste Management in MENA Regions, Springer, Cham, pp: 149-169.
-
Abdel Tawab OF, Amin MR, Ibrahim MM, Abdel Wahab M, Abd El Rahman EN, et al. (2020) Recycling Waste Plastic Bags as a Replacement for Cement in Production of Building Bricks and Concrete Blocks. J Waste Resour Recycl 2(1): 1-13.
-
Amin MR, Chowdhury MA, Kowser MA (2019) Characterization and performance analysis of composite bioplastics synthesized using titanium dioxide nanoparticles with corn starch. Science Direct Heliyon journal 5(8).
-
Hidayat YA, Kiranamahsa S, Zamal MA (2019) A study of plastic waste management effectiveness in Indonesia industries. AIMS Energy 7(3): 350-370.
-
Ejiogu KI, Ibeneme U, Tenebe GO, Ayo MD, Ayejagbara MO (2019) Natural Fibre Reinforced Polymer Composite from Waste Polypropylene Filled with Coconut Flour. International Journal of Engineering Technology and Sciences 6(9).
-
Phonphuak N, Chindaprasirt P (2015) Types of waste, properties and durability of pore forming waste-based fired masonry bricks. Eco Efficient Masonry Bricks and Blocks Design Properties and Durability 28: 103-127.
-
Kenechi NO, Linus Ch, Kayode A (2016) Utilization of Rice Husk as Reinforcement in Plastic Composites Fabrication- A Review. American Journal of Materials Synthesis and Processing 1(3): 32-36.
-
Mohamed SAN, Zainudina ES, Sapuana SM, Azamanc MD, Arifin AMT (2020) Energy behavior assessment of rice husk fibres reinforced polymer composite. Journal of Materials Research and Technology 9(1): 383-393.
-
Issa RM, Morsi Abou-Sekkina MM, M Bastawisy AED, Khedr AM, El-Helece WA (2009) Egyptian rice straw application for useful products throughout chemical treatments. Environmental Science an Indian Journal 4(6): 530-536.
-
Muliarta IN (2019) A study on rice field farmer implementation of rice straw composting. Earth and Environmental Science 343: 1-8.
-
Ministry of Agriculture (2019) The statstical of agricultural crops in Egypt. Extension sector of agriculture, MALR, EG.
-
Crespo JE, Sanchez L, Lopez J (2008) Study of the mechanical and morphological properties of plasticized PVC composites containing rice husk fillers. Journal of Reinforced Plastics and Composites 27(3): 229-243.
-
Kaith BS, Jindal R, Jana AK, Maiti M (2010) Development of corn starch based green composites reinforced with Saccharum spontaneum L fiber and graft copolymers– Evaluation of thermal, physico-chemical and mechanical properties. Bioresource Technology 101(17): 6843- 6851.
-
Kaith BS, Singha AS, Kumar S, Misra BN (2005) FAS H2O2 initiated graft copolymerization of methylmethacrylate onto flax and evaluation of some physical and chemical properties. Journal of Polymer Materials 22(4): 425-431.
-
Ismail H, Mega L, Khalil HP (2003) Effect of a silana coupling agent on the properties of white rice husk ash - polypropylene Natural Rubber composities. Polym Int 50(5): 606-611.
-
Yang HS, Kim HJ, Son J, Park HJ, Lee BJ, et al. (2004) Rice husk flour filled polypropylene composites Mechanical and morphological. comp structure 63(3-4): 305-312.
-
Raju GU, Kumarappa S, Gaitonde VN (2012) Mechanical and physical characterization of agricultural waste reinforced polymer composite. J Mater Environmental Sci 3(5): 907-916.
-
Ricardo YM, Fabio LM, Ezequiel L, Andressa S, Silivia LF, et al. (2018) Preparation and characterization of composites from plastic waste and sugar cane filler. Polymerase 28(2): 147-154,
-
Wawan TP, Kuntang W, Ahmad Y, Mohamad AM (2019) The bending strength and hardness of recycle plastic type HDPE High Density Polyethylene and PP polypropylene. International Journal of Engineering and Advanced Technology 9(2): 1-4.
-
Vert M, Doi Y, Hellwich KH, Hess M, Hodge P, et al. (2019) Terminology for biorelated polymers and applications IUPAC Recommendations 2012. Pure and Applied Chemistry 84(2): 377-410.
-
Mrad H, Alix S, Migneault S, Koubaa A, Perré P (2018) Numerical and experimental assessment of water absorption of woodpolymer composites. Measurement 115: 197-203.
-
Radoor S, Karayil J, Shivanna JM, Siengchin S (2021) Water Absorption and Swelling Behaviour of Wood Plastic Composites. BT Wood Polymer Composites Recent Advancements and Applications, pp: 195-212.
-
Mohamed HFM, Kobayashi Y, Kuroda CS, Takimoto N, Ohira A (2010) Free volume oxygen permeability and uniaxial compression storage modulus of hydrated biphenol based sulfonated poly arylene ether sulfone. J Memb Sci 360: 84-89.
-
Jutarat P, Yaembunying N (2014) Effect of recycling on properties of rice husk filled polypropylene. Songklanakarin J Sci Technol 27(2): 344-352.
-
Chotirat L, Chaochanchaikul K, Sombatsompop N (2007) On adhesion mechanisms and interfacial strength in acrylonitrile butadiene styrene wood sawdust composites. Int J Adhes Adhes 27(8): 669-678.
-
Yeh SK, Agarwal S, Gupta RK (2009) Woodeplastic composites formulated with virgin and recycled ABS. Compos. Sci Technol 69(13): 2225-2230.
-
Mckeen L (2012) Introduction to the Physical Mechanical and Thermal Properties of Plastics and Elastomers. The Effect of Sterilization Methods on Plastics and Elastomers, pp: 63-90.
-
Gawali SK, Pandey GC, Jain PK (2022) Experimental investigations on effect of graphite loading on melt flow behaviour of ABS Gr composite for fused filament fabrication FFF process. Adv Mater Process Technol pp: 391-401.
-
Azmi A, Aziz N (2016) Simulation studies of low density polyethylene production in a tubular reactor. Procedia Eng 148: 1170-1176.
-
Azmi A, Sata SA, Rohman FS, Aziz N (2019) Melt flow index of low density polyethylene determination based on molecular weight and branching properties. Journal of Physics Conference Series 1349: 012094.
-
Rodriguez Hernandez MT, Angulo Sanchez JL, Perez Chantaco A (2007) Determination of the molecular characteristics of commercial polyethylenes with different architectures and the relation with the melt flow index. J Appl Polym Sci 104: 1572-1578.
-
Seavey KC, Liu YA, Khare NP, Bremner T, Chau Chyun C (2003) Quantifying relationships among the molecular weight distribution non newtonian shear viscosity and melt index for linear polymers. Ind Eng Chem Res 42: 5354-5362.
-
Balasuriya PW, Ye L, Mai YW (2001) Mechanical properties of wood flake polyethylene composites Part I Effects of processing methods and matrix melt flow behaviour. Compos Part A Appl Sci Manuf 32: 619-629.
-
Sharma M, Bijwe J (2012) Influence of molecular weight on performance properties of polyethersulphone and its composites with carbon fabric. Wear 275: 388-394.
-
Sarabi MT, Behravesh AH, Shahi P, Daryabari Y (2014) Effect of polymeric matrix melt flow index in reprocessing extruded wood plastic composites. J Thermoplast Compos Mater 27(7): 881-894.
-
Junaedi H, Baig M, Dawood A, Albahkali E, Almajid A (2022) Effect of the Matrix Melt Flow Index and Fillers on Mechanical Properties of Polypropylene Based Composites. Materials 15(21): 7568.
- Electronic Waste Management in the Top Ten Economies in the World: A Critical Review on Waste Generation, Regulations, Collection, Recycling and Environmental Challenges
- Some Challenging Transdisciplinary Aspects of the Sustainable Waste Management in the Permacrisis Context
- Use of Mobile Autonomous Systems for Pollution Control of Inland Water Bodies
- Environmental Impact Perspective Sustainable Online Textile Retailing: Harnessing Augmented Reality-Based Digital Twins in Bangladesh
- Composite Treatment Module for Removing Acidity and Metal (Loid)S from Acid Rock Drainage
- Household E-Waste Management Systems [E-Wms] in Malaysia