Comparative Assessment of the Reinforcement Efficiency of Palm Fruit Fibre and Coconut Fibre in High Density Polyethylene (HDPE) Matrix Composite
Objective: A comparative study was carried out to determine the reinforcement efficiency of palm fruit fibre (PFF) and coconut fibre (CNF) in high-density polyethylene (HDPE) composites. Method: For both fibres the physical properties such as bulk density, pH, and particle size were first assessed. Then mechanical tests such tensile strength and impact strength were also carried out. Results: PFF had higher bulk density (99.20 kg/m³) and pH (9.00), while CNF had greater particle size (6.10 kJ/m²) and moisture content (5.32%). Mechanical testing revealed that PFF significantly enhanced tensile strength (up to 22.56 N/m²) and impact strength (1.26 kJ/m²) at 10–20 g loading, but reduced abrasion resistance and elongation at break. CNF also improved tensile (21.88 N/m²) and impact strength (1.01 kJ/m²) at 10 g, but caused greater reductions in abrasion resistance and a more substantial increase in water absorption, reaching 43.01% at 20 g. Solvent absorption tests showed a general increase in kerosene, petrol, and diesel uptake with higher fibre content for both composites. PFF composites showed the highest petrol absorption (25.12%) at 20 g, while CNF composites exhibited greater overall solvent and water uptake. The findings indicate that PFF offers better mechanical reinforcement, while CNF shows higher fluid affinity. Conclusion: The choice between fibres should therefore depend on whether mechanical performance or resistance to moisture and solvents is prioritized in the intended application.
Abbreviations
HDPE: High Density Polyethylene (HDPE); NH4OH: Ammonium Hydroxide; PFF: Palm Fruit Fibre; CNF: Coconut Fibre.
Introduction
The reinforcement of matrix composites with natural fribre has become an important process towards improving the properties of matrix composites. Some of these promising properties of natural fibers includes: light weight, water resistance, high impact strength, biodegradability, etc [1]. Palm fruit and coconut are good sources of natural fibers, considering their availability in large quantities as residue in many areas. Both (coconut and palm fruit fiber) have been found to possess hard-wearing and durability qualities, which are the properties that improves the mechanical properties of composites [2].
Composite materials are engineered substances composed of two or more distinct constituent materials that retain their individual identities while contributing to enhanced overall properties of the resulting material [3]. These constituent components typically possess markedly different physical or chemical characteristics and, when combined, yield a material with superior or tailored properties not achievable by the individual constituents alone [4].
A typical composite consists of two principal phases: the matrix and the reinforcement phase [5]. The matrix, which is continuous in nature, functions primarily as a binder, holding the reinforcement in place and distributing stress across the composite.
Conversely, the reinforcement-often in the form of fibers or particulates-imparts mechanical strength and stiffness to the composite, serving as the primary load-bearing component [6]. Based on the nature of the reinforcement materials, composites can be broadly categorized into metal matrix composites, ceramic matrix composites, and polymer matrix composites.
Among these, polymer matrix composites are the most extensively utilized, owing to their versatile applications in various sectors such as aerospace, automotive and transportation, civil and structural engineering, defense, furniture design, electronics, telecommunications, and domestic appliances [7]. These polymer composites typically consist of a polymer resin serving as the matrix and various filler materials functioning as the reinforcement phase [8]. The combination results in materials that exhibit desirable attributes, including enhanced mechanical strength, thermal stability, and cost-effectiveness [9].
A notable example of polymer matrix composites is high-density polyethylene (HDPE), a thermoplastic polymer derived from the monomer ethylene [10]. HDPE has found widespread use as a matrix material in natural fiber- reinforced composites, particularly those incorporating palm fruit fiber and coir (coconut) fiber [11]. With a density less than 1 g/cm³ and a melting point below 150 °C, HDPE provides an optimal processing window that allows for effective melting and consolidation without degrading natural fibers [12]. As a result, composites based on HDPE and natural fibers typically exhibit favorable mechanical properties while maintaining a lightweight structure [13].
To enhance the functional performance of polymers, the incorporation of fillers or fibers is a common strategy [14]. The mechanical and physical characteristics of the resulting composites are significantly influenced by the interfacial interactions between the polymer matrix and the reinforcement phase [15]. These interactions govern critical performance metrics such as strength, stiffness, thermal resistance, and moisture uptake. The effectiveness of fiber- reinforced composites, in particular, is determined by several factors, including fiber morphology, fiber volume fraction, and the quality of fiber-matrix adhesion [16].
HDPE remains one of the most commercially significant polyolefins, recognized for its excellent balance of properties, which has led to its use in a wide range of applications, including household products, automotive components, electrical wiring, aerospace structures, and packaging materials [17]. However, its susceptibility to environmental degradation, particularly poor weatherability, poses a limitation to its broader utility [18]. To address this challenge and to reduce production costs, the blending of HDPE with natural fibers as reinforcing fillers has emerged as an effective approach to improve its performance profile [19].
Generally, the reinforcement of natural fibre in matrix are used to enhance the overall qualities/properties of a composite material. Different sources of natural fibres such as egg shells, snail shells, fish bones, etc. have been used recently to improve the mechanical properties of high density polyethylene (HDPE) matrix composite. For example, Igwe and Onuegbu [20], prepared polypropylene composites filled with egg shell and fish bone at varying % weights. The results showed that the tensile strength, flexural strength and hardness were increased, while %elongation at break at break decreased as filler load increased. Thus, the aim of this study is to determine and compare the efficiencies of palm fruit and coconut fibre on mechanical properties of high-density polyethylene (HDPE) reinforced composites.
Materials and Methods
Materials
Sample Materials The materials used in this study include high-density polyethylene (HDPE), palm fruit fiber (PFF), and coconut fiber (CNF). HDPE was procured from Onic Petrochemical Company Limited, Enugu, Nigeria. The palm fruit and coconut fibers were sourced locally from Ishieke, Ebonyi State, Nigeria.
Equipment and Apparatus The apparatus used in the research includes: Industrial sieves, Injection molding machine, Electronic compact scale (Model: BL20001), Hack saw, Vice, Optical microscope (Model: L2003A), Brinell hardness tester (Model: DHT- 6) and Universal testing machine (Tensometer, Model: 130812)
Methods
Sample Preparation and Treatment The spikelets of the palm fruit and coconut were manually cut, washed thoroughly with clean water to eliminate dirt and impurities, and subsequently sun-dried. The dried fibers were crushed into fine powder and sieved into different particle sizes (100 µm, 150 µm, 200 µm, 250 µm, and 300 µm), in accordance with BS 1377:1990 standards. The processed powders were then stored in airtight containers at room temperature until required for composite formulation.
Composite Preparation Composite samples were formulated by incorporating varying weight percentages of fiber fillers (2 g, 5 g, 10 g, and 20 g) into HDPE at corresponding proportions (98%, 95%, 90%, and 80%, respectively), as detailed in [Table 1]. The mixture was fed into the auger of a preheated injection molding machine set at 220°C. The molten mixture was injected into the mold cavity and allowed to cool under steam to form solid composites. Separate batches were produced for palm fruit fiber and coconut fiber reinforcements using the same procedure.
| Sample | HDPE (%) | PFF (g) | CNF (g) |
|---|---|---|---|
| 1 | 98 | 2 | 2 |
| 2 | 95 | 5 | 5 |
| 3 | 90 | 10 | 10 |
| 4 | 80 | 20 | 20 |
| Property | Coconut Fibre | Palm Fruit Fibre | |
| Bulk Density (kg/m³) | 75.69 | 99.2 | |
| Particle Size (kJ/m²) | 6.1 | 5.7 | |
| Moisture Content (%) | 5.32 | 3.91 | |
| pH | 7 | 9 |
Table 1: Composite Formulations with HDPE, PFF, and CNF.
Mechanical Property Evaluation
Tensile Strength Tensile testing was conducted according to ASTM D638M using a universal tensile testing machine (Instron 5567). Samples were shaped into a dumbbell profile using a standardized cutter. Each specimen was aligned in the testing grips and tested at a constant crosshead speed of 50 mm/min. The tensile strength was recorded directly from the machine interface.
Elongation at Break Elongation at break (Eb) was also determined using the Instron 5567 machine. It was calculated using the equation:
L L E L
− =
0 f b
0 Where: Lf = Final distance between gauge marks (mm) L0 = Original distance between gauge marks (mm) Impact Resistance Impact strength was measured using a RESIL Charpy impact tester in accordance with ASTM D256. Each sample (10 mm × 10 mm × 5 mm) was notched to a depth of 3 mm to concentrate stress. A hammer of 150 J energy impacted the samples, and the absorbed energy was read from the dial. Each test was repeated four times and the average value was reported.
Abrasion Resistance Abrasion resistance was evaluated using a Wallace test abrader in accordance with ASTM G65. Samples were mounted on a 150 mm rotating drum with an abrasive load applied at 10 N. The drum rotated at 40 rpm, generating an abrasion velocity of 0.32 m/s. Weight loss was measured before and after testing with an accuracy of ±1 mg. The test was repeated four times, and average values were computed.
Density Determination Density measurements followed BS EN 771-1 standard procedures:
Apparent density ( ) app ρ was calculated as app M V ρ =
Where: M= Dry mass(kg) V=Volume of Specimen (m3) Absolute density ( ) abs ρ was obtained using a graduated funnel metho
2 abs V V ρ =
1 Where: V1 = Initial water volume (m³) V2= Final water volume after immersion (m³) pH Measurement Approximately 2 g of each fiber (PFF and CNF) was dissolved in 100 ml of distilled water in separate 250 ml beakers. The pH was measured using a Jenway pH meter after standard calibration with buffer solutions.
Swelling Test Swelling behavior of composites was tested by immersing samples in various solvents (kerosene, water, petrol, etc.) for 40 minutes. Swelling was calculated using:
w w Absorption w − = ×
% 100 d d Where: W = Weight of composite after immersion Wd= Original dry weight of composite
Results
Physical Properties of Fibres
Table 1 shows that palm fruit fibre has a higher bulk density and pH but lower particle size and moisture content compared to coconut fibre.
Mechanical Properties of PFF/HDPE Composites
Table 2 shows that increasing palm fruit fibre content in HDPE enhances tensile and impact strength up to 10–20 g, but reduces abrasion resistance, elongation at break, and causes fluctuating water absorption.
Table 3 shows that coconut fibre reinforcement improves tensile and impact strength of HDPE up to 10 g, while consistently reducing abrasion resistance and increasing water absorption sharply with fibre content.
| PFF Content (g) | Tensile Strength (N/m²) | Impact Strength (kJ/m²) | Abrasion Resistance (MPa) | Elongation at Break (%) | Water Absorption (%) |
|---|---|---|---|---|---|
| 0 | 17.11 | 0.53 | 39.2 | 35 | 0.23 |
| 2 | 20.01 | 0.81 | 33.24 | 25 | 2.31 |
| 5 | 22.06 | 0.98 | 28.31 | 18 | 5 |
| 10 | 22.56 | 1.02 | 24.96 | 12 | 0.99 |
| 20 | 20.99 | 1.26 | 21.46 | 11 | 0.4 |
Table 2: Mechanical properties of HDPE reinforced with palm fruit fibre (PFF).
Mechanical Properties of CNF/HDPE Composites Table 3 shows that coconut fibre reinforcement improves tensile and impact strength of HDPE up to 10 g, while consistently reducing abrasion resistance and increasing water absorption sharply with fibre content.
| CNF Content (g) | Tensile Strength (N/m²) | Impact Strength (kJ/m²) | Abrasion Resistance (MPa) | Elongation at Break (%) | Water Absorption (%) |
|---|---|---|---|---|---|
| 0 | 17.11 | 0.53 | 39.2 | 35 | 0.23 |
| 2 | 17.02 | 0.63 | 31.31 | 34 | 20 |
| 5 | 18.95 | 0.71 | 30.21 | 25 | 31.2 |
| 10 | 21.88 | 0.79 | 27.22 | 25 | 39.33 |
| 20 | 20 | 1.01 | 22.12 | 19 | 43.01 |
Table 3: Mechanical properties of HDPE reinforced with coconut fibre (CNF).
Solvent Absorption of PFF/HDPE Composites
Table 4 shows that solvent absorption of PFF/HDPE composites generally increases with fibre content, with the highest uptake observed for petrol, while water absorption peaks at 5 g and then declines.
| Solvent | 0 g (%) | 2 g (%) | 5 g (%) | 10 g (%) | 20 g (%) |
|---|---|---|---|---|---|
| Kerosene | 0.23 | 13.56 | 12.33 | 19.21 | 19.56 |
| Petrol | 1.2 | 15.01 | 21 | 21.31 | 25.12 |
| Diesel | 0.12 | 5.31 | 3.12 | 5.12 | 10.12 |
| Water | 0.23 | 2.31 | 5 | 0.99 | 0.4 |
Table 4: Solvent absorption behavior of HDPE composites reinforced with palm fruit fibre (PFF).
Solvent Absorption of CNF/HDPE Composites
Table 5 shows that solvent absorption in CNF/HDPE composites increases progressively with fibre content, with petrol and water showing the most substantial rise, especially water reaching 43.01% at 20 g.
| Solvent | 0 g (%) | 2 g (%) | 5 g (%) | 10 g (%) | 20 g (%) |
|---|---|---|---|---|---|
| Kerosene | 0.23 | 14.6 | 17.16 | 20.33 | 21 |
| Petrol | 1.2 | 15.21 | 21.07 | 24 | 31.11 |
| Diesel | 0.12 | 5.33 | 4.09 | 9.26 | 15.08 |
| Water | 0.23 | 20 | 31.2 | 39.33 | 43.01 |
Table 5: Solvent absorption behavior of HDPE composites reinforced with coconut fibre (CNF).
Discussion
Physical Properties of Fillers (PFF and CNF)
The physical properties of palm fruit fibre (PFF) and coconut fibre (CNF) are presented in Table 1. Both fibres exhibit identical bulk densities of 75.69 kg/m³, particle sizes of 6.10 kJ/m², moisture contents of 5.32%, and a pH of 7.0. However, the slightly higher particle size and moisture content in CNF are believed to have adversely affected the interfacial adhesion in CNF/HDPE composites [21], leading to lower tensile and impact strength compared to PFF/HDPE composites.
Tensile Strength of PFFC and CNFC
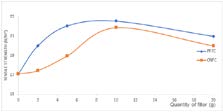
As shown in Figure 1, the tensile strength of both composites increased with filler content up to 10 g, beyond which it declined. This initial improvement is attributed to effective filler–matrix interactions that facilitate stress transfer from the HDPE matrix to the filler under external loading [22].
Beyond 10 g, tensile strength diminished due to the formation of filler agglomerates and insufficient matrix to encapsulate the fillers, causing a decline in interfacial bonding. Notably, PFFC demonstrated superior tensile strength relative to CNFC, likely due to the inherently tougher structure of palm fruit fibre [23]. The optimal tensile strength for both composites was achieved at a filler loading of 10 g.
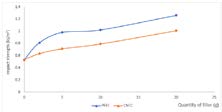
Impact Strength of PFFC and CNFC
An increase in fibre content led to enhanced impact resistance in both PFFC and CNFC composites (Figure 2). Impact strength, which reflects a material’s resistance to sudden or dynamic loading, was higher in PFFC than in CNFC across all filler loadings. This suggests that PFF more effectively enhances energy absorption in the HDPE matrix, potentially due to its stronger interfacial bonding or inherent toughness [24].
Abrasion Resistance of PFFC and CNFC
Abrasion resistance decreased with increasing filler content in both composites, as shown in Figure 3. The reduction is attributed to increased surface roughness and frictional forces due to the filler’s hardness. Interestingly, CNFC exhibited greater abrasion resistance than PFFC. This may be linked to the relatively softer nature of CNF, which might result in smoother surfaces and reduced wear under repeated mechanical friction [25].
![Figure 3: The reduction is attributed to increased surface roughness and frictional forces due to the filler’s hardness. Interestingly, CNFC exhibited greater abrasion resistance than PFFC. This may be linked to the relatively softer nature of CNF, which might result in smoother surfaces and reduced wear under repeated mechanical friction [25].](/fulltextimages/13977/fig_3.jpeg)
Elongation at Break of PFFC and CNFC
Elongation at break decreased with increasing filler content, as depicted in Figure 4. This decline is attributed to increased cross-linking and rigidity in the polymer matrix due to filler incorporation, reducing ductility. CNFC composites exhibited slightly higher elongation at break than PFFC composites, suggesting better deformation tolerance before failure. This could be related to the more flexible nature of coconut fibres compared to palm fruit fibres [26].
![Figure 4: This decline is attributed to increased cross-linking and rigidity in the polymer matrix due to filler incorporation, reducing ductility. CNFC composites exhibited slightly higher elongation at break than PFFC composites, suggesting better deformation tolerance before failure. This could be related to the more flexible nature of coconut fibres compared to palm fruit fibres [26].](/fulltextimages/13977/fig_4.jpeg)
Solvent Absorption Capacity of PFFC and CNFC
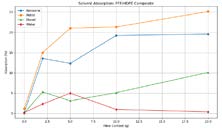
Solvent Absorption in PFFC/HDPE Composite
The neat HDPE (0 g filler) showed minimal solvent absorption, confirming its inherent resistance to penetration (Figure 5). As the filler content increased, kerosene absorption rose from 13.56% at 2 g to 19.56% at 20 g. Petrol absorption followed a similar trend, increasing from 1.20% in neat HDPE to 25.12% at 20 g. Diesel absorption rose more moderately, reaching 10.12% at 20 g. Water absorption, however, exhibited a non-linear trend, peaking at 5.0% with 5 g filler and then declining to 0.99% and 0.4% at 10 g and 20 g, respective-ly. This could be due to improved interfacial bonding or reduced fibre exposure at higher filler contents [27], limiting water ingress.
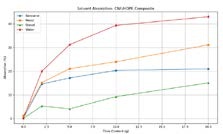
Solvent Absorption in CNFC/HDPE Composite
As illustrated in Figure 6, CNFC/HDPE composites demonstrated higher solvent absorption than their PFF counterparts. Kerosene absorption increased from 0.23% to 21.00% with 20 g filler, reflecting CNF’s highly porous structure. Petrol absorption increased more sharply, from 1.20% to 31.11%, indicating higher permeability due to possible fibre-matrix interfacial gaps.
Diesel absorption also showed a significant increase, rising from 0.12% in neat HDPE to 15.08% at 20 g filler. Water absorption was particularly high, surging from 0.23% in the unmodified HDPE to 43.01% at 20 g. This behavior suggests a strong hydrophilic nature of CNF, potentially due to its high content of hydroxyl groups and surface roughness, which promote water retention.
Conclusion
This study has demonstrated that the use of natural fibers such as palm fruit fibre (PFF) and coconut fibre (CNF) as reinforcement for thermoplastics is an alternative approach towards producing a composite material which is environment friendly, biodegradable and cheap filler with an optimum mechanical properties which consequently, has a lot of engineering applications. Solvent absorption properties of the CNFC showed that solvent absorption capacity increases with an increase in the fibre content in the HDPE matrix composite.
Meanwhile, this study also revealed that palm fruit fibre (PFF) has more mechanical advantage than coconut fibre (CNF), considering its higher tensile strength, impact strength and minimal absorption of solvent. However, this is dependents on the type of engineering application. For example, the higher solvent absorbing capacity found in CNFC makes it more preferable in the permeable pavements application, as it could help to establish more natural hydrologic balance and reduce run off volume by trapping and slowly releasing precipitation into the ground.
Availability of Data and Materials
The data that support the findings of this study are available on request from the corresponding author.
Consent for Publication
The authors give the publisher the permission of the author to publish the work.
Conflicts of Interest
The authors declare no conflicts of interest regarding this manuscript.
Funding
This research project did not get any external funding.
Acknowledgments
Declared none
References
-
Oluwole OI, Avwerosuoghene OM, Oluwatobi AJ (2015) The effect of natural rubber on the flexural properties of coconut coir (Cocos Nucifera) reinforced red sand composites. Acta Technica Corviniensis-Bull Eng 8: 87-92.
-
Macedo JD, Costa MF, Tavares MI, Thire RM (2010) Preparation and characterization of composites based on polyhydroxybutyrate and waste powder from coconut fibers processing. Polymer Eng Sci 50(7): 1466-1475.
-
Fan Q, Duan H, Xing X (2024) A review of composite materials for enhancing support, flexibility and strength in exercise. Alexandria Eng J 94: 90-103.
-
Madueke CI, Ekechukwu OM, Kolawole FO (2024) A review on coir fibre, coir fibre reinforced polymer composites and their current applications. J Renew Mater 12(12): 2017-2047.
-
Yao J, Zhou Z, Zhou H, Yao J, Zhou Z et al., (2019) Introduction to composite materials. Highway Engineering Composite Material and Its Application 1-23.
-
Kangishwar S, Radhika N, Sheik AA, Chavali A, Hariharan S (2023) A comprehensive review on polymer matrix composites: material selection, fabrication, and application. Polymer Bullet 80(1): 47-87.
-
Oladele IO, Omotosho TF, Adediran AA (2020) Polymer‐ based composites: an indispensable material for present and future applications. Int J Polymer Sci 1: 8834518.
-
Tcherdyntsev VV (2021) Reinforced polymer composites. Polymers 13(4): 564.
-
Kashfipour MA, Mehra N, Zhu J (2018) A review on the role of interface in mechanical, thermal, and electrical properties of polymer composites. Adv Compose Hybrid Mater 1: 415-439.
-
Salakhov II, Shaidullin NM, Chalykh AE, Matsko MA, Shapagin AV, et al., (2021) Low-temperature mechanical properties of high-density and low-density polyethylene and their blends. Polymers 13(11): 1821.
-
Wani T, Pasha SAQ, Poddar S, Balaji HV (2020) A review on the use of high density polyethylene (HDPE) in concrete mixture. Int J Eng Res Technol 9(5): 861-864.
-
Wang Q, Jones J, Lu N (2018) Development and characterization of high-performance kenaf fiber–HDPE composites. J Reinf Plast Comp 37(3): 191-200.
-
Ning H, Pillay S, Lu N, Zainuddin S, Yan Y (2019) Natural fiber-reinforced high-density polyethylene composite hybridized with ultra-high molecular weight polyethylene. J Comp Mater 53(15): 2119-2129.
-
Ramesh M, Rajeshkumar LN, Srinivasan N, Kumar DV, Balaji D (2022) Influence of filler material on properties of fiber-reinforced polymer composites: a review. e-Polymers 22(1): 898-916.
-
Andrew JJ, Srinivasan SM, Arockiarajan A, Dhakal HN (2019) Parameters influencing the impact response of fiber-reinforced polymer matrix composite materials: A critical review. Comp Structures 224: 111007.
-
Zhou Y, Fan M, Chen L (2016) Interface and bonding mechanisms of plant fibre composites: An overview. Comp Part B: Eng 101: 31-45.
-
Zhang X, Elkoun S, Ajji A, Huneault M (2004) Oriented structure and anisotropy properties of polymer blown films: HDPE, LLDPE and LDPE. J Polymer 45(1): 217-229.
-
Zebarjad S, Sajjadi S, Tahani M, Lazzeri A (2006) A study on thermal behaviour of HDPE/CaCO3 nanocomposites. J Achiev Mater Manuf Eng 17(1- 2): 173-176.
-
Ayyanar CB, Dharshinii MD, Marimuthu K, Akhil S, Mugilan T, et al., (2022) Design, fabrication, and characterization of natural fillers loaded HDPE composites for domestic applications. Polymer Comp 43(8): 5168-5178.
-
Igwe I, Onuegbu G (2012) Studies on properties of egg shell and fish bone powder filled polypropylene. Am J Polymer Sci 2(4): 56-61.
-
Akter R, Neher B, Gafur MA, Hossain R, Ahmed F (2021) Study of the physical and mechanical properties of coconut spathe fiber reinforced obsolete polymer composites. Materials Sciences and Applications 12(5): 223-238.
-
Awais H, Nawab Y, Amjad A, Anjang A, Akil HM, et al, (2021) Environmental benign natural fibre reinforced thermoplastic composites: A review. Composites Part C: Open Access 4: 100082.
-
Hassan A, Salema AA, Ani FN, Bakar AA (2010) A review on oil palm empty fruit bunch fiber‐reinforced polymer composite materials. Polymer Composites 31(12): 2079- 2101.
-
Asyraf MRM, Ishak MR, Syamsir A, Nurazzi NM, Sabaruddin FA, et al., (2022) Mechanical properties of oil palm fibre-reinforced polymer composites: A review. Journal of Materials Research and Technology 17: 33–65.
-
Mishra L, Basu G (2020) Coconut fibre: its structure, properties and applications. In Handbook of Natural Fibres, Woodhead Publishing 231-255.
-
Arsyad M, Wardana ING, Pratikto, Irawan YS (2015) The morphology of coconut fiber surface under chemical treatment. Matéria (Rio de Janeiro) 20(1): 169-177.
-
Danso H (2017) Properties of coconut, oil palm and bagasse fibres: as potential building materials. Procedia Engineering 200: 1-9.
- Effects of 5-HTP and Melatonin on the Sleep Cycle of Medical Students
- Adsorption of Bisphenol A on NH4OH- Modified Rice Husk and Sugar Cane Bagasse Biochar
- Importance of Bio Compounds Naturally Present in Food with Functionality in Animal Metabolism
- Sub-Acute Study on the Cardiotoxic Effects of Monosodium Glutamate Ingestion in Albino Rat
- Weight Management and Its Natural Solutions: A Review
- Pharmacokinetics of the Tyrosine Kinase Inhibitor, Alectinib