Indices Assessment of Ergonomic-Psycho-Sociological Workplace in the Metal Casting Industry of El Hadjar (Algeria)
The improvement of working conditions constitutes the major challenge for any company in order to ensure a better productivity. The conditions of work include several elements: material, physical, moral…etc. These can present risks or loads on the health and well-being of workers, which will probably reflecting its profitability. Our study will analyze the working conditions of casting workplace in a steel company of El Hadjar Complex of Annaba city (Algeria). This work uses the Labour Economics and Sociology Laboratory of France (LEST) method to evaluate the ergonomic-psycho-sociological quality of work in this workstation with the aim of promoting them in a perspective of socio-economic development of the company.
Introduction
Ergonomics is defined as the study of the design of a workplace, equipment, machine, tool, product, environment, and system which takes into consideration human being's physical, physiological, biomechanical, and psychological capabilities and optimizes the effectiveness and productivity of work systems while assuring the safety, health, and well being of the workers [1]. The disciplines of ergonomics include biometric, environmental, cognitive, preventive, conceptual, corrective and specific ergonomics [2]. The application of ergonomic principles in the workplace can result in the following [3]:
- Increased productivity;
- Improved health and safety of workers;
- Lower workers' compensation claims;
- Compliance with government regulations such as Occupational Safety and Health Administration (OSHA) standards;
- Improved job satisfaction;
- Increased work quality;
- Lower worker turnover;
- Lower lost time at work;
- Improved morale of workers;
- Decreased absenteeism rate The improvement of the conditions of work cannot be limited to environmental aspects and physical attributes but the ergonomics aspects too.An ergonomic analysis shows the critical points of the work, through study of the real activity of workers, identifying risks and their characteristics to detect disequilibrium found between the job and the man, capable of providing an increased workload and cause negative health consequences [4]. These improvements will bring more comfort to the workers, who will be better able to perform their tasks, which is interesting not only for the employee, but for the company, which will have best results as a reflection [5]. Also, working practices and conditions that seem harmless can eventually lead to serious illness.
Operations in the iron and steel industry may expose workers to a wide range of hazards or workplace activities or conditions that could cause incidents, injury, death, ill-health or diseases [6]. Workplace risk assessment, which is a regulatory requirement [7], is in most cases, if not always, conveniently left in the hands of the occupational health services (OHS) the companies may be affiliated to Suleiman and Svendsen, [8]. Stanton and Young [9] quantified over 60 ergonomic procedures and/or assessment methods for the workplace. There are numerous methods, which can be objective, subjective, or mixed, some present slight improvement over the others [10].
El Hadjar complex (Algeria) workers are surrounded by potential risks to their health. The aim of the present work was using the Labour Economics and Sociology Laboratory "LEST" method to determine the ergonomic- psychosocial quality of work in a workstation of casting, since this position is one of the major issues of the steel industry of El-Hadjar for the development of metallurgical products that contain minimum defects and provide more homogeneity possible in terms of chemical composition.
Case Report
El Hadjar Complex and Description of Casting Workplace
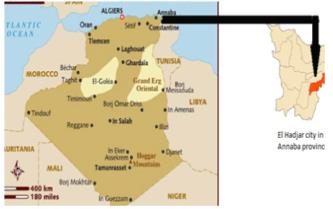
The steel El Hadjar complex is located to the east of the country in the industrial zone of Annaba (Figure 1). It is implant to 15km to the south of the city and occupies an area of 830 hectares, currently employs 4.100 workers (Figure 2). Its first facilities and units date back to 1969. It consists of a set of workshops for the production of steel and its transformation.


Source: Author
Casting in source preparation
Receipt of the pocket to steel Weighing of the pocket and Calculation of number of ingot to achieve Realization of the CASTING Verification of chemical composition Maintenance in cooling Mold release and reversal Deburring and marking of the ingots Figure 4: Procedure for the transformation of the liquid steel in ingots by Casting. (Source: El Hadjar complex) Casting in source (C.E.S) precedes the last process of the production and transformation procedure of steel. Casting is the operation which transfers the metal from the liquid state to the solid state (Figure 4). Then the liquid steel is poured in a vertical mother and leads to the ingot molds by channels in striped refractory in the base plate to obtain ingots of various sections that vary between 27 mm and 500 mm and height from 1500 mm to 1900mm. Workers in casting workstation execute several tasks. Tasks performed are mainly described by
- Mounting of the cylinder from the pocket to casting.
- Placement of the refractory mold above the ingot mold.
- Transportation of the bags of the powder of coverage and put them on the ingot mold.
- Monitoring during the duration of the casting and make the travel control of the ladle.
- Intervention in case of leak of the pocket of casting.
The daily work requires the worker to do three castings in eight hours. During the preparation and before the arrival of the ladle, worker performs a manual task without machine.
This task is performed three times in eight hours of work and the duration of each task is 90 min, which are divided into:
- Transport of refractory molds and their attachment to the upper part of the ingot mold.
- Transportation of the bags of the powder of coverage.
- Deposit bags of powders in the ingot molds.
Numbers of workers, age, years in company and years of experience in casting are represented in Table 1.
| Task | Number of workers | Age | Years in this industry | Years in this position | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Casting Foreman | 08 | 45 | 18 | 05 | |||||||||
| 44 | 16 | 07 | |||||||||||
| 46 | 16 | 06 | |||||||||||
| 48 | 19 | 07 | |||||||||||
| 44 | 22 | 07 | |||||||||||
| 46 | 18 | 07 | |||||||||||
| 51 | 19 | 07 | |||||||||||
| 41 | 11 | 07 | |||||||||||
| Operators for casting | 09 | 49 | 19 | 07 | |||||||||
| 41 | 18 | 07 | |||||||||||
| 36 | 13 | 07 | |||||||||||
| 47 | 22 | 07 | |||||||||||
| 36 | 6 | 05 | |||||||||||
| 35 | 6 | 05 | |||||||||||
| 39 | 11 | 07 | |||||||||||
| 48 | 18 | 07 |
Table 1: Workers age and experience for every task.
| 35 | 9 | 07 | ||
|---|---|---|---|---|
| Basin laborer | 04 | 40 | 9 | 07 |
| 42 | 16 | 03 | ||
| 43 | 19 | 03 | ||
| 39 | 0 6 | 03 | ||
| Deburrer | 10 | 47 | 09 | 01 |
| 40 | 19 | 03 | ||
| 43 | 19 | 07 | ||
| 42 | 18 | 05 | ||
| 47 | 19 | 07 | ||
| 51 | 19 | 07 | ||
| 47 | 19 | 02 | ||
| 44 | 17 | 01 | ||
| 46 | 18 | 07 | ||
| 47 | 19 | 07 | ||
| Bridge Operator | 12 | 46 | 16 | 07 |
| 40 | 09 | 07 | ||
| 38 | 15 | 07 | ||
| 43 | 09 | 03 | ||
| 41 | 16 | 06 | ||
| 40 | 16 | 07 | ||
| 48 | 16 | 03 | ||
| 45 | 09 | 07 | ||
| 48 | 09 | 07 | ||
| 42 | 19 | 07 | ||
| 45 | 19 | 03 | ||
| 36 | 09 | 07 | ||
| Cloakroom guardsman | 04 | 50 | 19 | 06 |
| 47 | 19 | 03 | ||
| 49 | 19 | 01 | ||
| 51 | 16 | 03 |
Table 2: Workers age and experience for every task.
Workers at casting workplace are exposed to several risks. Some of the most common in this workplace include heat, noise, others loads...etc. In hot environments workers may be at risk of heat stress [11]. Heat stress can contribute to fatigue; its control is of particular importance in tasks of a critical safety nature [12], and fatigue affects a person's health, increases the chance of workplace injuries, and reduces performance and productivity within the workplace [13]. The risk of excessive noise causes a temporary hearing loss. The more time a person’s ears are exposed to excessive noise, the greater the degree of hearing loss. Longer exposure time equals more acoustic energy and hence more damage. The damage that a result is irreversible, and the treatment is limited [14]. Also ergonomic hazards where the physical factors that harm the musculoskeletal system, such as repetitive movement, manual handling and poor body positioning; all these factors constitute risks for health.
Study Methodology
The LEST method [15] was used to perform an ergonomic psycho-social assessment of the factors negatively affecting the physical environment, the physical workload, the psychosocial aspects and the working hours of laborers employed in this setting.
This method proposes to establish a diagnosis of the conditions of work of a workstation are "good" or "bad", "satisfactory" or "harmful";we establish for each element identified a rating of 0 to 10 such that the higher rating to 2 is unsatisfactory and this is one of the main advantages of this method (Table 2). The whole of these quotations be represented graphically by a histogram allowing to have a quick view of the aspects most favorable or the most unfavorable to a workstation.
| Value | Effects | ||||
|---|---|---|---|---|---|
| 0, 1 and 2 | Situation satisfactory | ||||
| 3, 4 and 5 | Weak inconvenience. Improvements possible | ||||
| 6 and 7 | Medium nuisance. Risk of fatigue | ||||
| 8 and 9 | Strong nuisance. Fatigue | ||||
| 10++ | Harmful |
Table 3: LEST method index values and their interpretation [15].
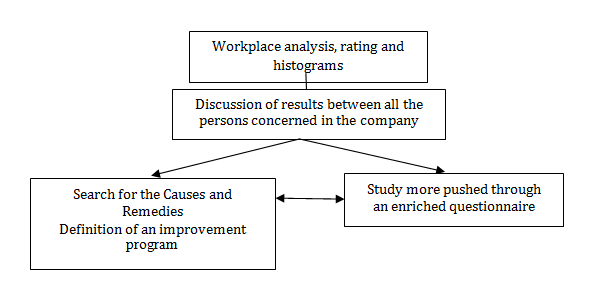
Indeed, application of LEST Method will allow to show more clearly the problems which deserve to be deepened, it will generate the interest for news studies. The following figure could summarize the diverse stages of use of this method of analysis.
Data were collected through personal interviews with workers and for the physical atmosphere of work we have used measuring instruments (sound level meters, decimeters, hydrometers, light meters…,). Sixteen variables were measured with LEST method (with Index tables) and clustered into five relevant areas [15]: a) Physical environment: thermal environment, lighting, noise and vibrations. b) Physical workload: static and dynamic. c) Mental workload: time pressure, complexity–speed, attention, and thoroughness. d) Psychosocial aspects: Initiative, social status, communication, cooperation, and identification with the product. e) Working hours.
The following table summarizes, for each of these quotations, the criteria used, as well as the index calculations.
| Variables | Intermediate quotes | Index | ||||||
|---|---|---|---|---|---|---|---|---|
| I. Physical environment | ||||||||
| Thermal environment a ( a , a and 1 2 a ) 3 a 1 : - Effective temperature in °C - level of physical effort - daily duration of exposure a : Frequent temperature 2 fluctuations in the day a : Manipulations of contents warm 3 or cold | a 2 - 2 If more than 25 changes by Day - 0 In the other cases a 3 - 2 If infrequent contacts 4 if Extended contact (> 25% of - working time) | |||||||
| Noise b (b , b and b ) 1 2 3 If overall measure of the sound level - noise intensity level in dB - level of attention | b = b + b 1 3 |
Ergonomics International Journal
- If the measurement by frequency band
- sound intensity by octave band
- limits of bands of octaves
- level of attention
Impulse Noise of intensity $\geq 85$ dB
$$b_2$$
8 Quotations (1 for each octave band)
2 = rating the higher of these 8
$$b_3$$
If intensity $< 100$ dB
- 1 if number of noise $< 15$ per day
- 2 if number of noise $\geq 15$ per day
If intensity $\geq 100$ dB
- 3 if number of noise $< 15$ per day
- 5 if number of noise $\geq 15$ per day
Lighting c
Illumination level at workstation \ (Lux)
Importance of contrast
Level of perception required
Work with artificial light
Lighting provided by tubes
Glare at the workstation
General lighting level of the workshop
$$c_1$$ from 0 to 10
- $$c_2$$
- 0 if it is not permanent
- 2 if it is permanent
- $$c_3$$
- 0 if tubes 2 X 2 and more than 90 cm
- 2 if tubes 2 by 2, but less than 90 cm
- 2 if tubes located more than 90 cm, but not mounted 2 by 2
- 4 if tubes less than 90 cm and not 2 by 2
- $$c_4$$
- 0 if no
- 5 if yes
$$c_5$$
- 0 if it is $\geq 3\sqrt{E}$
- 2 if it is $< 3\sqrt{E}$
(E = illumination at the station)
- Vibrations d
- Frequency of vibrations
- Amplitude of vibrations
- Duration of exposure
$$d_1$$ from 0 to 10
$$d = d_1$$
II. Physical expenditure
- Static Expenses
- Various postures
- Hourly duration of each Working Energy Expenditure
- Work expenditure in kilocalories / day
- sex
$$e_1$$ from 0 to 10
$$e = e_1$$
$$f_1 < 0$$
$$f_1$$ from 0 to 10
$$f = f_1$$
Work expenditure (static + dynamic) is calculated according to the method described on pages 108 to 117 (Guélaud et al., 1975) III. Mental load 1. Repetitive work Time pressure - Compensation method - Ramp-up time - Chain - non-chain - Delays to catch up - Number of breaks Complexity-speed - Average duration of each operation - Duration of each cycle - Number of choices made per cycle - Duration of each cycle Attention - Level of attention required by the task - Duration of maintenance of attention - Frequency of accident risks - Importance of risks - Frequency of risk of deterioration of equipment - Hardware features - Frequency of the risks of rejection of the product - Value of the product - Opportunity to talk with other workers - How long the worker can take his eyes off his job Thoroughness - Level of perception of details - Dimensions of objects 2. Non-Repetitive Work Time Constraint - Chain - non-chain - Delays to catch up - Number of breaks - Possibility of being absent by equal to the big of the 3 quotes being or not replacing - Number of breaks - Possibility to stop the chain or the machine - Compensation method Attention - Level of attention required by the task - Duration of maintenance of attention - Frequency of accident risks - Importance of these risks - Frequency of risk of deterioration of equipment - Hardware features - Frequency of the risks of rejection of the product - Value of the product - Opportunity to talk with other workers - How long the worker can take his eyes off his job - Number of machines or devices to monitor - Average number of signals per machine / hour - Average duration of interventions per hour - Number of different interventions Thoroughness - Level of perception of details - Dimensions of objects IV. Psychosociological aspects Initiative - Possibility to organize his work or change the order of operations - Possibility to control your work place - Ability to get ahead - Possibility of self-monitoring - Possibility of retouching parts - Possibility to adjust the machine - Possibility to intervene in case of incident equal to the big of the 3 quotes
| Social status - Workplace learning time - Level of training required for the task | ||
| Communication - Ability to speak during work - Possibility to move - Number of people in the neighborhood - Possibility to move | ||
| Cooperation Types of labor relations Frequencies of labor relations | ||
| Identification - Situation of the worker in the manufacturing process - Importance of the transformation carried out | ||
| V. Working hours | ||
| - Schedule type - Working week |
Table 5: Variables of the working conditions and their index calculation [15].
casting workplace with LEST method) and results are presented in the Table 4.
| Variables | Measurements of the variables | Index | ||||||
|---|---|---|---|---|---|---|---|---|
| Thermal environment | The worker is exposed to a temperature of 38°C up to 40°C for 03 hours and at a temperature of 34°C to 36°C for 02 hours maximum. The worker is exposed to an average temperature of 28°C during the rest of the working time. The worker is in prolonged contact greater than 25 per cent of the time of work with the heated material and the frequency of variation of temperature is less than 25 changes by day. | 10++ | ||||||
| Noise | The daily sound exposure level is 90 dB. | 10++ | ||||||
| Lighting | The illumination is equal to 165 lux. With a contrast medium level | 0 | ||||||
| Vibrations | No vibration in this workplace | 0 | ||||||
| Static load | The worker provided an energy of 59.4 kcal per day | 0 | ||||||
| Dynamic load | The worker spends energy of 96.48 kcal per day. | 0 | ||||||
| Time pressure | The mode of remuneration of workers is the salary to the time and the time of mounted in cadence is limited between 02 days and one week. The worker has a pause in half- day and the delay of work to non-chain regained | 2 | ||||||
| Complexity-speed | The duration of each operation is greater than 20 seconds with duration of each cycle greater than 10 minutes. | 0 |
Table 6: The sixteen variables measured in the casting workplace. Source: Author
-
- Absence of choice to perform the tasks by cycle.
-
- The level of attention is very high during 45 min per hour and the risk of accident is serious.
-
- Value of the parts is high and the risk of their deterioration is rare, the characteristics of the hardware are robust and costly with a frequency of risk of damage intermittent.
-
- Possibility to speak: a few words
- Attention
- Thoroughness
- The level of perception of detail is moderate with a size of objects is greater than 5 cm
- 0
- The lack of the possibility to change the order of the operations, the worker made the control of the parts but does not the editing and the adjustment of the parts, also the worker has the power to intervene in case of minor incident.
- Initiative
- The general training required for the task is "Knowledge, read, write, count" with duration of learning to the workstation greater than or equal to 3 months.
- Social status
- Communication
- Possibility to speak a few words and to move with a number of people which is equal to 3 in a radius of 06 m
- 2
- Cooperation
- The type of relationship between the workers is co-operative with a possibility for cooperation average.
- 0
- The importance of the processing carried out is important and visible, and the situation of the worker in the process is at the level of an element.
- Identification
- Working hours
- The type of work schedule is (3 x 8) with a weekly duration of 48 h.
- 10
Table 7: The sixteen variables measured in the casting workplace.
Discussion and Interpretation of the Results
graphically by a histogram that allows quick view of the most favorable and unfavorable aspects to a workstation (Figure 6).
0 2 4 6 8 10 12 14 16
index Figure 6: Indices of the different variables measured in Casting workplace.
The parameters lighting, vibrations, dynamic load, complexity-speed, thoroughness, social status and cooperation were constant in the workplace studied. Concerning the study of the static load, the communication and the identification, we have found that these parameters are not really satisfactory and relatively inconvenient but there is a possibility for improvements. ”Attention” and “initiative” can present a medium nuisance or risk of fatigue. Analysis of the remaining parameters showed significant index for “thermal environment”, “noise”, “time pressure” and “working hours”. These parameters can present serious risks to the health and must be managed [16].
Employers should select the controls that are the most feasible, effective, and permanent as it is mentioned by the National Institute for Occupational Safety and Health (NIOSH) publications in Figure 7.
![Figure 5: Steps of the use of LEST method [15].](/fulltextimages/2975/fig_5.jpeg)
By inspecting this hierarchy, we will begin by the elimination of the hazards sources which is the heat. But this factor is the heart of the process; it can neither be eliminated nor substituted. So, after analyzing casting working conditions, we can proceed to the other stages of the hierarchy and after listing the hazards needing controls in order of priority.
We can make recommendations for parameters which showed significant index:
- Thermal Atmosphere: hazards from molten metal processes include the potential for serious and even fatal burns. Prolonged exposure to heat may also cause heat stress and fatigue and even collapse. Recognition of these hazards must be incorporated in training of workers in foundries [17]. To avoid this risk, we should put at the disposal of workers the useful means of protection (ventilation, mineral water, vaporizers humidification, external blinds, personal protective equipment...).
- Noise: Excessive noise is a common hazard in foundries and causes permanent occupational deafness to those exposed. For health protection, we try to reduce the noise at the source, otherwise put actions on the spread of noise the remoteness; compartmentalization and acoustic treatment of the local. Then, we should be looking for working methods that expose workers to shorter durations to noise.
- Static Load: Static work tires the body, and also the mind. Allowing for relief from muscle cramping and other symptoms by taking periodic breaks to move around and do some simple stretching exercises [18].
- Attention: The work in the Foundry is a painful and hard job that can alter the attention. Index of attention at the level of the post of casting in source is important because of its level, the risk of injury, the risk of deterioration of the product also the concentration at work are all important, what determines an unfavorable state that requires an improvement for the reduce. Improve the plan for the prevention for allows identifying and limiting risks related to the co-activity of the persons present on the site during the realization of the work.
- Initiative: The diagnosis of the initiative is dependent on the ability to control the pace at work and the possibility of adjusting the machine. Reward employees for their contribution to the improvement of productivity.
- Working Time: At the level of the casting, the type of schedule is (3x 8h) with a weekly duration of 48 hours. The work in this workplace is very painful. We must reduce the time of exposure by short frequent breaks during the work.
Finally, to prevent heat illness, OSHA presents precautions that can be taken any time when temperatures are high and the job involves physical work:
- Establish a complete heat illness prevention program.
- Designate a responsible person to monitor conditions and protect workers who are at risk of heat stress.
Conclusion
Occupational health and safety (OHS) management concerns the improvement in health conditions at workplace and reducing a sort of costs emanating from work accidents that could originate from by inadequate working environment, insufficient informing and low consciousness level of employees or lack of attention [19]. By using LEST method, poor working conditions in the process of casting in El Hadjar complex lead to many problems , as well as thermal atmosphere, noise, static load, attention, initiative and long working hours, causing serious risks. Poor working conditions are bad news for both employees and employers, resulting in physical suffering and adverse economic impact. Implementing new psychosocial risk-management programs is difficult [20], therefore authorities, employers, workers [21], and trade unions [22] need to increase their participation. The ambition and commitment to prevent all (serious) accidents implies the need for innovation [23]. Finally, it is in everyone’s best interest to apply ergonomics to the workplace. The suggestions offered here should help employees and employers to reduce risks and accidents in casting workplace.
The proposed method has enabled us to assess the working conditions of the workplace `casting` and we determined the most dangerous risks in this process. But other studies with other methods in the same workplace are obligatory for the improvement of working environment.
Acknowledgement
The authors would like to thank the staff of the complex and, particularly Mohammed ALI RACHED Director of rolling mills in SIDER El Hadjer and all the staff of the casting workplace.
References
-
Fernandez JE, Marley RM (1998) Applied Occupational Ergonomics: A Textbook, Kendall-Hunt Publishing.
-
Callejón-Ferre AJ, Pérez-Alonso J, Carreño-Ortega A, Velázquez-Mart B (2011) Indices of ergonomic- psycholsociological workplace quality in the greenhouses of Almería (Spain): Crops of cucumbers, peppers, aubergines and melons. Safety Science 49(5): 746-750.
-
Fermandez JE (1995) Ergonomics in the workplace. Facilities 13(4): 20-27.
-
Elcimar da Silva R (2001) Pergergic analysis of work associated with kinesiotherapy of pause and preventive and therapeutic measures for RSI / DORT in a poultry slaughterhouse. Florianópolis: UFSC, 2001. Dissertation (master's degree) - Graduate Program in Production Engineering, Federal University of Santa Catarina, Florianópolis.
-
Mottin AC, de Miranda CA, Pagnan CS, Monken OP (2012) Ergonomic Analysis of Workplaces in the Iron Casting Industrial Pole in Claudio, Minas Gerais- Brazil. Work 41(S1): 1727-1732.
-
International Labour Organization (2005) Code of practice on Safety and Health in the Iron and Steel Industry. Sectoral activities programme, Geneva.
-
European Council (1998) Council Directive 98/24/EC of 7 April 1998 on the protection of the health and safety of workers from the risk related to chemical agents at work. Off J Eur Commun L 131: 11-23.
-
Suleiman AM, Svendsen KVH (2017) Presentation of an approach for risk characterization of exposure to chemicals in cleaning work. Safety Science 91: 148- 153.
-
Stanton N, Young M (1998) Is utility in the mind of the beholder? A study of ergonomics methods. Appl Ergon 29(1): 41-51.
-
Callejón-Ferre AJ, Pérez-Alonso J, Carreño-Ortega A, Sanchez-Hermosilla J (2009) Ergonomics and psycho- sociological quality indices in greenhouses, Almería (Spain). Spanish Journal of Agricultural Research 7(1): 50-58.
-
CDC (US Centers for Disease Control and Prevention (2011) Heat stress. Workplace Safety and Health Topics.
-
Pryor P, Capra M (2012) Foundation Science. In HaSPA (Health and Safety Professionals Alliance), The Core Body of Knowledge for Generalist OHS Professionals. Tullamarine, VIC. Safety Institute of Australia.
-
Work Safe Victoria (2011) Fatigue in Mines: A Handbook for Earth Resources.
-
Occupational Safety and Health (OSH) (2002) Approved code of practice for the management of noise in the workplace. Department of Labour, Wellington, New Zealand.
-
Guélaud F, Roustang G, Beauchessne M, Gautrat J (1975) For an analysis of the working conditions of the worker in the company. LEST method. Laboratory of Economics and Sociology of Work. Aix en Provence, France.
-
Sefouhi L, Kalla M, Bahmed L (2014) Assessment of different methods of treatment for an integrated municipal waste management for an Algerian city. Journal Management of Environment Quality: An International Journal 25(4): 493-504.
-
Occupational Safety and Health (OSH) (1997) Health and safety guidelines on the management of hazards in the metal casting industry. Casting Technology NZ Inc and Occupational Safety and Health.
-
Canadian Association of University Teachers (CAUT) (2006) Working In a Static Position, CAUT Health and Safety Fact Sheet, Issue 11.
-
Inan UH, Gul S, Yilmaz H (2017) A multiple attribute decision model to compare the firms’ occupational health and safety management perspectives. Safety Science 91: 221-231.
-
Bruhn A, Frick K (2011) Why it was so difficult to develop new methods to inspect work organization and psychosocial risks in Sweden. Saf Sci 49(4): 575- 581.
-
Mellor N, Mackay C, Packham C, Jones R, Palferman D, et al. (2011) Management Standards and work- related stress in Great Britain: progress on their implementation. Saf Sci 49(7): 1040-1046.
-
Moncada S, Llorens C, Moreno N, Rodrigo F, Landsbergis P (2011) CC.OO. (‘‘Comisiones Obreras’’)- ISTAS (Union Institute of Work, Environment and Health) participatory action plan for a healthier work organization: a case study. Saf Sci 49(4): 591-598.
-
Zwetsloot GIJM, Kines P, Wybo JL, Ruotsala R, Drupsteen L, et al. (2017) Zero Accident Vision based strategies in organisations: Innovative Perspectives. Safety Science 91: 260-268.
- The Expanding Landscape of Road Rage: A Systematic Review of Conflicts Involving Drivers, Pedestrians, and Micromobility
- Validating Cognitive Models of Royal Navy Performance on Control Systems
- Comparing Standard and State-of-the-art Firefighter Coats on Postural Balance and Gait in a Live Burn Environment
- Investigating the Integration of Telemedicine into Clinicians Workflow: A Review of Methods
- Risk Assessment of Ergonomic Factors in a Textile Firm by RULA, REBA and Fine Kinney Methods
- Impact of Self-Esteem Training on Individuals with Disabilities Aged 17-30