Study on RDF 5 Production from Oil Sludge and Municipal Solid Wastes
This study mainly used waste oil sludge with different agricultural wastes to conduct experiments. Suitable raw materials were selected to create refuse derived fuel-5 (RDF-5) for a blending and testing analysis to explore the optimal proportions. Different hardeners were added to reduce the processing costs, improve the RDF grain quality, and attain homogeneous fuel. The results revealed that when the oil sludge quantity was too much to be adsorbed by the mushroom grow bag, it could not be granulated. When the proportion of added oil sludge was fixed, adding a higher proportion of polyethylene (PE) increased the particle granulation ratio and completeness. In addition, the particle hardness could be enhanced. If the proportion of added PE was overly high, the material easily aggregated at the melting point (120–130°C), which often caused clogging of the granulation machine dies, thereby overheating and stopping the machine. Results of the calorific value analysis revealed that the calorific values of RDFs of Groups A and B were between 5,214 cal/g and 7,891 cal/g. The calorific values were comparable to that of commonly used solid fuels, indicating that the proposed RDF could be used as an excellent substitute. RDF could be used alone for boilers as the main fuel or used in mixture with other fuels. So far, biomass energy development includes options more than biodiesel and bioalcohol. Considering technological thresholds, market size, and completeness of the upstream and downstream supply chain, this study argued that RDF-5 has many advantages as an energy option and is worthy of biomass energy practitioners’ consideration.
Introduction
With population growth and economic development, the generation of municipal solid waste (MSW) has increased sharply, causing pollution and damage to the natural environment [1, 2]. MSW is an unavoidable by-product of human life. Changes in lifestyle and consumption patterns lead to an increase in the quantity of waste. Through the production of refuse derived fuel (RDF) from MSW, converting waste to energy (WtE) can solve the problems of waste disposal and energy shortage faced by the world [3, 4, 5]. Regarding the most important solid-state biomass energy in the contemporary era, we must mention densified refuse derived fuel (dRDF or RDF-5), which refers to the physical pre-treatment of raw materials before sending the finished product to a boiler for combustion-based power generation, or further energy utilization methods including gasification and pyrolysis with other substances [2, 6, 7]. The raw materials can be municipal waste (e.g., household waste), agricultural and forestry waste (e.g., waste wood), general industrial waste (e.g., waste paper pulp), etc.
The global energy demand keeps increasing and natural resources are depleting. Due to the greenhouse effect, all countries are actively developing and searching for alternative energy sources to solve the problem of energy shortage, replace traditional fossil fuels, and reduce environmental damage [8, 9]. RDF is a technology that converts waste with high calorific value into fuel through physical or chemical procedures, which can simultaneously solve the problems of energy shortage and waste disposal [2, 10]. Compared with other commonly used fuels, RDF has the characteristics of lower fixed carbon and higher VOC content. With different components, RDF contains different moisture and ash contents. By adjusting the composition ratio, we can have it reached the ideal range [3]. The American Society for Testing and Materials (ASTM) divides RDF into seven categories according to the processing procedures: RDF-1 to RDF-7. The less pre-treatment, the lower the cost is. The higher the grade of the fuel produced with the improvement of technology, the higher heat recovery efficiency and lower pollution can be reached [11, 12, 13]. At present, Japan is in a leading position in the global development of RDF-5. Since 1988, more than 60 RDF-5 manufacturing plants and five RDF-5 power plants have been established. In addition to MSW, the above-mentioned manufacturing plants can process urban waste from the paper and cement industries. In general, the method and scale of utilizing RDF-5 are variable. In large- scale applications, RDF-5 can be used in cogeneration power plants to replace or share the workload of incinerators, so as to reduce air pollution and improve efficiency in waste disposal. In small-scale applications, combustion boilers and waste production sites can be integrated to facilitate local treatment of waste to generate heat or power directly, forming a symbiotic system to reduce production costs. In Europe, domestic heaters using RDF-5 have even been launched [14, 15].
In summary, this study expected to explore RDF-5 to realize the goal of renewable energy practice, provide channels to dispose of mass waste that is hard to process, increase the feasibility of waste reutilization, reduce environmental pollution, and help solve the problem of energy shortage.
Materials and Methods
Selection of test materials
This study used agricultural waste, waste foam, pulp and paper sludge, planting soil products, recycled PE particles, and waste oil sludge as test materials. We analyzed various basic properties of these test materials, selected the most suitable one as the aggregate of RDF-5 based on the analysis results, and selected the other two test materials to be mixed with RDF-5. Additionally, the samples in this study were divided into two groups according to the sludge content of 20% (Group A) and 30% (Group B). Then the ratio of mushroom grow bags to PE was adjusted (as shown in Table 1). The mixed materials were granulated by using a general extrusion granulator. The operating temperature range of the machine is between 80 and 130°C. Moreover, the oil sludge with a content of 40% (Group C) and 50% (Group D) was mixed with mushroom grow bags without PE as control groups (as shown in Table 2).
| Sample number | Composition ratio (%) | ||
|---|---|---|---|
| Oil sludge | Mushroom grow bag | PE | |
| A1 | 20 | 80 | 0 |
| A2 | 20 | 70 | 10 |
| A3 | 20 | 60 | 20 |
| A4 | 20 | 50 | 30 |
| A5 | 20 | 40 | 40 |
| B1 | 30 | 70 | 0 |
| B2 | 30 | 60 | 10 |
| B3 | 30 | 50 | 20 |
| B4 | 30 | 40 | 30 |
Table 1: Oil sludge sample numbers and composition ratios.
| Sample number | Composition ratio (%) | ||
|---|---|---|---|
| Oil sludge | Mushroom grow bag | PE | |
| C1 | 40 | 60 | 0 |
| D1 | 50 | 50 | 0 |
Table 2: Oil sludge sample numbers and composition ratios (control groups).
Addition of hardeners
Table 3 shows the numbers and composition ratios of samples with hardener in this study. The main purpose of adding hardener was to increase the integrity and strength of RDF particles, improve the granulation quality of RDF, and reduce the content of chloride and sulfide in combustion exhaust. In this study, Type I Portland cement and reagent grade calcium carbonate were added as additives/adhesives during the granulation process. Portland cement is mainly produced by Taiwan Cement Ltd. The main components are 90%–95% clinker, 4%–5% gypsum, 0%–3% limestone, 0%–2% slag powder, and <0.1% grinding aid. Hardener is necessary only when RDF has a poor forming ratio or when RDF cannot be granulated. RDF with a high forming ratio or favorable particle integrity and strength does not need hardener.
| Sample number | Composition ratio (%) | Hardener (%) | |||
|---|---|---|---|---|---|
| Oil sludge | Mushroom grow bag | PE | C1 | S2 | |
| A1 | 20 | 80 | 0 | - | - |
| A1C1 | 20 | 80 | 0 | 1 | - |
| A1S2 | 20 | 80 | 0 | - | 1 |
| A3 | 20 | 60 | 20 | - | - |
| A3C1 | 20 | 60 | 20 | 1 | - |
| A3S2 | 20 | 60 | 20 | - | 1 |
| B1 | 30 | 70 | 0 | - | - |
| B1C1 | 30 | 70 | 0 | 2 | - |
| B1S2 | 30 | 70 | 0 | - | 1 |
| B2 | 30 | 60 | 10 | - | - |
| B2C1 | 70 | 60 | 10 | 1 | - |
| B2S2 | 70 | 60 | 10 | - | 1 |
| C1C1 | 40 | 60 | 0 | 2 | - |
| C1S2 | 40 | 60 | 0 | - | 1 |
| D1C1 | 50 | 50 | 0 | 5 | - |
Table 3: Numbers and composition ratios of samples with hardener. Note: C1 represents the addition of CaCO3. S2 represents the ad
Analysis of moisture content, ash content, and combustible content (proximate analysis) of test materials and RDF
This study analyzed the moisture content, ash content, and combustible content according to NIEA R203.00T (determination of moisture content in waste) and NIEA R205.01C (determination of ash content and combustible content in waste) announced by the Environmental Protection Administration (EPA) of the Executive Yuan. The procedures of the analyses were as follows:
- Moisture content was obtained by measuring the weight loss after the test material and RDF were dried, respectively. The unprocessed test material and RDF sample of a designated amount were dried in a dry box with an air circulating fan that kept the temperature at 105℃. The dried test material and RDF were then removed from the box after a specified period and measured for their weight loss, which amounted to the weight of the moisture content in the test material and RDF.
- Ash content was analyzed by first ashing a designated amount of shredded test material and RDF in a blast furnace at 800℃. After the ash cooled down, it was weighed for calculating ash content in the sample test material and RDF.
- Combustible content was measured by calculating the residual of the test material and RDF, after deducting the moisture content and ash content.
Calorific value analysis
In this study, the Parr 6200 isothermal oxygen bomb calorimeter was used to analyze the calorific values produced by the test materials, Group A RDF, and Group B RDF. The analysis steps are as follows: weigh 0.5–1.0 g of pulverized and dried samples and place them in a crucible. Make the samples in the crucible come into contact with the nickel- chromium wire, then connect the two ends of the nickel- chromium wire to the ignition electrode of the combustion cylinder. Close the combustion cylinder after assembly, fill it with oxygen, and place it in place. Inject 2 L of reagent water into the water bath and check whether there is any air leakage in the combustion cylinder. If no air leakage exists, connect the detection electrode, close the upper cover, and ignite for measurement and analysis.
Results and discussion
Basic property analysis and optimal analysis of various test materials
Table 4 shows the analysis results of the basic properties of various selected test materials in this study. Sawdust tends to absorb water when standing still; thus, the moisture content is too high when making RDF, resulting in poor granulation. The moisture content of coarse bran and rice straw is moderate, but their ash content is too high, and the materials themselves are not oil-absorbing, so they are not applicable. Although the foam has the lowest moisture content among the test materials, and a better performance in absorbing oil sludge, its ash content is 54.12%, which is too high to be used as a material. Planting soil and paper pulp are also unsuitable to be used as materials due to their high ash content. Considering the advantages of moderate moisture content, high organic matter, and low ash content, waste mushroom grow bags were selected as the RDF aggregate in this study. In addition, recycled PE mixed with oil sludge was also selected as an RDF-5 material.
| Test material type | Proximate analysis (%) | ||
|---|---|---|---|
| Water content | Combustible content | Ash content | |
| Sawdust | 32.44 | 63.13 | 4.43 |
| Coarse bran | 9.71 | 76.02 | 14.27 |
| Rice straw | 9.96 | 68.15 | 21.89 |
| Mushroom grow bag | 9.09 | 85.23 | 5.68 |
| Foam | 2.24 | 43.64 | 54.12 |
| Planting soil | 5.16 | 81.62 | 13.22 |
| Paper pulp | 3.85 | 47.71 | 48.44 |
| PE | 0.1 | 99.9 | > 0.001 |
| Oil sludge | 20.03 | 71.94 | 8.03 |
Table 4: Analysis results of basic properties of various test materials.
RDF granulation results
Figures 1–3 show the appearance of RDFs of Groups A and B (without hardener) and the control groups (Groups C and D). Table 5 shows the granulation effect of each group with or without hardener. Tables 6–8 show the composition ratios of Groups A, B, and C. Figure 1 shows that the quantity of oil sludge in the control groups (Groups C and D) was overly high, which exceeded the level that mushroom grow bags could absorb, resulting in failure to granulate. Figures 2–3 and Table 5 show that when the proportion of added oil sludge of the same group of samples was fixed, the higher the proportion of added PE, the higher the granulation rate and integrity can be. Furthermore, the addition of PE increases the hardness of the particles. During the transportation process the increased hardness can prevent the lower layer of RDF from being crushed by the weight of the upper layer, and can maintain the integrity of the particles and reduce wear and tear. Thus, PE is highly suitable to be used as a material for facilitating RDF granulation. However, if the proportion of added PE in the production process is overly high, PE is easy to aggregate when the temperature reaches the melting point (120–130°C), which often leads to blockage of the mold of the granulator, overheating of the machine, and shutdown [11, 16]. Additionally, when the ratio of the mushroom grow bag to the oil sludge was lower than 2:1 (e.g., B3 and B4), the oil sludge absorbed by the mushroom grow bag reached a saturated state, and the excess oil sludge was likely to attach to the surface of PE particles during the granulation and extrusion process. Consequently, the state of bonding between PE and mushroom grow bags was unfavorable when the PE is melted.

| Sample number | Composition ratio (%) | Granulation | Hardener | ||
|---|---|---|---|---|---|
| Oil sludge | Mushroom grow bag | PE | |||
| A1 | 20 | 80 | 0 | Unfavorable | ╳ |
| A2 | 20 | 70 | 10 | Favorable | ○ |
| A3 | 20 | 60 | 20 | Unfavorable | ╳ |
| A4 | 20 | 50 | 30 | Favorable | ○ |
| A5 | 20 | 40 | 40 | Favorable | ○ |
| B1 | 30 | 70 | 0 | Unfavorable | ╳ |
| B2 | 30 | 60 | 10 | Unfavorable | ╳ |
| B3 | 30 | 50 | 20 | Favorable | ○ |
| B4 | 30 | 40 | 30 | Favorable | ○ |
Table 5: Granulation effectiveness of each group of samples with or without hardener. Note: ╳ refers to samples without hardener;
| Sample number | A1 | A2 | A3 | A4 | A5 |
|---|---|---|---|---|---|
| Component ratio | 2:8:0 | 2:7:1 | 2:6:2 | 2:5:3 | 2:4:4 |
Table 6: Component ratios of Group A. Note: Component ratio → oil sludge: mushroom grow bag: PE.
| Sample number | B1 | B2 | B3 | B4 |
|---|---|---|---|---|
| Component ratio | 3:7:0 | 3:6:1 | 3:5:2 | 3:4:3 |
Table 7: Component ratios of Group B. Note: Component ratio → oil sludge: mushroom grow bag: PE.
| C1 | D1 | |
|---|---|---|
| Component ratio | 4:6 | 5:5 |
Table 8: Component ratios of control groups (Groups C and D). Note: Component ratio → oil sludge: mushroom grow bag.
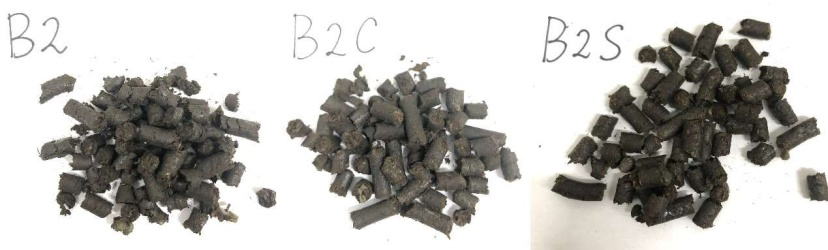
Figures 4 and 5 show that if RDF (A1 and B1) only used the mushroom grow bag and oil sludge (without PE), its particle integrity after the addition of hardener was improved. The granulation ratio was higher than that of the RDF without hardener. The material loss could also be reduced. The original RDF particle was short, small, and fragmented and the hardness was insufficient. The addition of hardener not only increased the particle stability, but also maintained particle integrity after long-time standing [17, 18].
Figures 6–7 show that when no hardener was used, the PE melting state of RDF particles was poor. However, after an appropriate amount of hardener was added, the uniform adhesion effect between materials could be improved, and the appearance of RDF particles was more uniform and complete than that of the original RDF particles without hardener. Moreover, the addition of hardener prolonged storage and was less likely to cause RDF particles to disintegrate [15].



Basic properties of various RDFs
Table 9 shows the basic property analysis results of various RDFs and control groups. The moisture content of RDF without hardener was between 3% and 8%; its combustible content was between 85% and 91%; and its ash content was between 4% and 7%. Compared with the original oil sludge, the moisture content of RDF without hardener was lower. However, its combustible content was higher, which indicated that RDF quality could be improved after the oil sludge was blended with appropriate proportions of mushroom grow bags and PE for granulation [19]. The RDF without hardener could also provide the selling rate of waste oil sludge and waste mushroom grow bags, alleviating subsequent processing problems and costs. Regarding the basic properties of the control groups, Table 9 shows that when the proportion of oil sludge was overly high, RDF could not be granulated, and the moisture and ash content of RDF tended to increase, while the combustible content tended to decrease [11].
| Test material type | Proximate Analysis (%) | ||
|---|---|---|---|
| Water content | Combustible content | Ash content | |
| A1 | 7.34±0.01 | 85.66±0.04 | 7.00±0.03 |
| A2 | 5.32±0.09 | 87.94±0.12 | 6.74±0.03 |
| A3 | 5.60±0.12 | 87.67±0.16 | 6.73±0.04 |
| A4 | 3.81±0.07 | 91.32±0.13 | 4.87±0.06 |
| A5 | 3.76±0.10 | 91.10±0.28 | 5.14±0.19 |
| B1 | 8.07±0.57 | 85.73±0.51 | 6.20±0.06 |
| B2 | 6.09±0.24 | 87.81±0.58 | 6.10±0.34 |
| B3 | 4.31±0.02 | 88.79±0.03 | 6.90±0.05 |
| B4 | 4.54±0.62 | 89.21±1.04 | 6.24±0.42 |
| C1 | 7.39±0.00 | 82.14±0.01 | 10.47±0.01 |
| D1 | 10.03±0.22 | 78.09±0.01 | 11.88±0.24 |
Table 9: Analysis of basic properties of RDF and control groups.
Table 10 shows the results of basic properties of RDF containing additives. A comparison of Tables 9 and 10 shows that adding a low quantity of additives did not cause substantial increase in the ash content of RDF; however, it could effectively increase the particle integrity and granulation proportions [14].
| Test material type | Proximate Analysis·(%) | ||
|---|---|---|---|
| Water content | Combustible content | Ash content | |
| A1C1 | 6.66±0.05 | 87.03±0.02 | 6.30±0.03 |
| A1S2 | 6.93±0.12 | 85.76±0.89 | 7.31±0.77 |
| A3C1 | 4.90±0.02 | 89.63±0.05 | 5.47±0.07 |
| A3S2 | 5.37±0.13 | 88.40±0.35 | 6.24±0.22 |
| B1C1 | 6.31±0.09 | 86.60±0.15 | 7.09±0.06 |
| B1S2 | 7.38±0.18 | 85.57±0.16 | 7.05±0.03 |
| B2C1 | 6.93±0.14 | 86.72±0.20 | 6.35±0.06 |
| B2S2 | 5.44±0.13 | 87.94±0.20 | 6.62±0.07 |
| C1C1 | 5.90±0.20 | 86.62±0.22 | 7.48±0.02 |
| C1S2 | 7.65±0.14 | 84.65±0.25 | 7.71±0.12 |
| D1C1 | 10.68±0.05 | 79.86±0.00 | 9.46±0.05 |
Table 10: Analysis of basic properties of RDF with additives. Note: C1 represents the addition of CaCO3. S2 represents the additio
Analysis of calorific values of various test materials and RDFs
Table 11 shows the calorific value analysis results of the selected test materials in this study and the RDFs of Groups A and B. In Table 11, when the proportion of oil sludge is fixed, increasing the proportion of added PE would increase calorific values. Currently, solid fuels commonly used in Taiwan include coal, briquettes, bituminous coal, and anthracite. According to the unit calorific value of energy products provided by the Bureau of Energy, Ministry of Economic Affairs, Taiwan, the calorific values of bituminous coal, briquettes, and anthracite are 5,890, 3,800, and 7,100 kcal/kg, respectively. The calorific value of RDF in this study is similar to that of these energy products. The similarity suggested that the RDF in this study can be used as a substitute for heat sources, and can be used alone as the main fuel or for co-firing with other fuels in boilers [20].
| Sample type | Calorific value (cal/g) |
| Mushroom grow bag | 4,124±59 |
| PE | 11,279±79 |
| Oil sludge | 8,458±1,013 |
| A1 | 5,214±0.43 |
| A2 | 5,764±66 |
| A3 | 5,972±119 |
| A4 | 7,226±259 |
| A5 | 7,846±175 |
| B1 | 6,097±0.6 |
| B2 | 6,177±153 |
| B3 | 6,735±117 |
| B4 | 7,891±15 |
Table 11: Calorific values of test materials and RDFs of Groups A and B.
Economic value assessment
The main materials used in this study were waste mushroom grow bags and waste oil sludge. Both materials needed subsequent treatment expenditures and increased a great amount of costs. This study converted the materials into RDF, which not only provided a favorable selling channel that saves treatment costs, but also increased the economic value by making them into fuel products.
Generally, the disposal cost of waste mushroom grow bags is NT$120,000/ha. Composting consumes a lot of land and time, and the production of biochar also requires additional energy consumption. The materials used in this study were only fermented and air-dried in the preparation steps to reduce their water content to lower than 10%. The approach saved considerable time and space. Moreover, oil sludge requires no additional microwave or centrifugal treatments, saving NT$30,000–50,000 per metric ton in processing costs. If waste plastic is sent to an incinerator, it may cost a processing fee of NT$1,700 per metric ton. The RDF products produced in this study can be provided to boiler and power generation companies as an option besides fossil fuels, and the composition ratio can be fine-tuned according to the needs of the companies. Compared with traditional fuels, RDF has cleaner pollution emissions and lower product prices. It is more competitive, and can assist in dealing with the problem of waste selling, thereby achieving the environmental protection goals of resource regeneration and effective recycling.
Conclusion
In this study, waste mushroom grow bags, recycled PE, and waste oil sludge were used as raw materials to fabricate RDFs in different blending ratios. The particle integrity, basic properties, and calorific values of the RDFs were analyzed to determine the optimal blending ratio. First, when the proportion of added oil sludge was overly high, the particles could not be granulated. When the ratio was lower than 30%, the granulation conditions were more favorable. Second, adding PE could effectively help RDF granulation. However, if the added PE exceeded 30%, the machine may be clogged and unable to operate, and the operating temperature must be high enough to make PE melt to ensure more favorable granulation integrity of RDF particles. In addition, this study identified that when no hardener was added, the PE melting state of RDF particles was unfavorable. When an appropriate amount of hardener was added, the uniform adhesion effect between materials improved, and the appearance of RDF particles was more uniform and integral than that of the original RDF particles without hardener. The addition of hardener could also prolong storage and was less likely to cause RDF particles to disintegrate. In terms of calorific value analysis of RDF, when the proportion of added oil sludge was fixed and that of added PE increased, the calorific value of RDF increased accordingly. Based on the analysis results, the blending ratio was the most appropriate when the oil sludge, mushroom grow bag, and PE contents were 30%, 60%, and 10%, respectively. In the ratio, the contents of oil sludge and mushroom grow bags were higher, which could cause rapid selling of considerable waste oil sludge and mushroom grow bags with moderate calorific values. After a small amount of hardener was added, the particle strength and integrity substantially improved. The RDF-5 fuel ingots made from various waste materials in this study are expected to be used in the existing combined heat and power generation system and co-fired with coal to save waste treatment costs and coal procurement costs. The result is remarkable.
References
-
Zhou X, Zhang WLP, Wu W (2016) Study on heavy metals conversion characteristics during refused derived fuel gasification process. Procedia Environmental Sciences 31: 514- 519.
-
Yang Y, Liew RK, Tamothran AM, Foong SY, Yek PNY, et al. (2021) Gasification of Refuse-Derived Fuel from Municipal Solid Waste for Energy Production a Review. Environ Chem Lett 19: 2127-2140.
-
Akdağ AS, Atımtay A, Sanin FD (2016) Comparison of fuel value and combustion characteristics of two different RDF samples. Waste Management 47: 217-224.
-
Ribeiro A, Soares M, Castro C, Mota A (2019) Waste- to-energy technologies applied for refuse derived fuel (RDF) valorisation. Innovation Engineering and Entrepreneurship: 641-647.
-
Sankar Cheela VR, Dubey B (2019) Review of applications of systems engineering approaches in development of integrated solid waste management for a smart city: climate and environment. Water Resources and Environmental Engineering: 159-177.
-
Białowiec A, Pulka J, Stępień P, Manczarski P, Gołaszewski J (2017) The RDF/SRF torre faction: an effect of temperature on characterization of the product– carbonized refuse derived fuel. Waste Management 70: 91-100.
-
Shukla P (2017) Utilization of Refuse–Derived Fuel (RDF) as an Alternative Energy Resource in India. Int J Innov Res Sci Eng Technol 6(5): 7537-7542.
-
Chiemchaisri C, Charnnok B, Visvanathan C (2010) Recovery of plastic wastes from dumpsite as refuse- derived fuel and its utilization in small gasification system. Bioresour Technol 101(5): 1522-1527.
-
Peter AE, Nagendra SMS, Nambi IM (2019) Environmental burden by an open dumpsite in urban India. Waste Manage 85: 151-163.
-
Aleluia J, Ferrao P (2017) Assessing the costs of municipal solid waste treatment technologies in developing Asian countries. Waste Manage 69: 592-608.
-
Hou SS, Chen MC, Lin TH (2014) Experimental study of the combustion characteristics of densified refuse derived fuel (RDF-5) produced from oil sludge. Fuel 116: 201-207.
-
Saputro H, Liana DN, Firdaus A, Mahmudin M, Evan B, et al. (2018) Preliminary study of pellets refuse derived fuel (RDF-5) based on durian waste for feedstock in fast pyrolysis. Materials Science and Engineering 434: 012184.
-
Caputo AC, Pelagagge PM (2002) RDF production plants: II Economics and profitability. Applied Thermal Engineering 22(4): 439-448.
-
Kan R, Kungkajit C, Kaosol T (2017) Recycle of Plastic Bag Wastes with Organic Wastes to Energy for RDF Productions. American Journal of Applied Sciences 14: 1103-1110.
-
Aliaghaei F, Pazoki M, Farsad F, Tajfar I (2020) Evaluating of refuse derived fuel (RDF) production from municipal solid waste (case study: Qazvin province). Environmental Energy and Economic Research 4(2): 97-109.
-
Vahidi H, Moradi N, Abbaslou H (2017) Developing of alternative SRFs in kerman’s cementindustry by energy optimization and economical feasibility approaches. Environmental Energy and Economic Research 1(3): 259-268.
-
Nutongkaew P, Waewsak J, Chaichana T, Gagnon Y (2014) Greenhouse gases emission of refuse derived Fuel- 5 production from municipal waste and palm kernel. Energy Procedia 52: 362-370.
-
Brás I, Elisabete M, Silva ME, Lobo G, AnaCordeiro A, et al. (2017) Refuse Derived Fuel from Municipal Solid Waste rejected fractions- a Case Study. Energy Procedia 120: 349-356.
-
Bidart C, Fröhling M, Schultmann F (2013) Municipal solid waste and production of substitute natural gas and electricity as energy alternatives. Applied Thermal Engineering 51(1-2): 1107-1115.
-
Kerdsuwan S, Meenaroch P, Chalermcharoenrat T (2016) The novel design and manufacturing technology of densified RDF from reclaimed landfill without a mixing binding agent using a hydraulic hot pressing machine. MATEC Web of Conferences 70: 11003.
- Lessons to Learn: Trees are More than the Lungs of the World
- Community Forestry Enterprises as a Model for Sustainable Forest Development: The Case Of The "Baja Tarahumara" in Chihuahua, Mexico
- Ecological and Socio-Economic Impacts of Chromolaena odorata and Mesosphaerum suaveolens, Two Invasive Alien Species in Central and Southern Benin, West Africa
- Epigenetic Sustainability: Modeling the Human Factor as a Natural Resource through Science 4.0 and the NR3C1 Biological Pilot
- Growth-at-Risk: A Framework for Assessing Economic Vulnerability
- The Rural Territory as a Socioecological System for the Management of Public Policy for Sustainable Rural Development